O Processo HEFA: Um Guia Completo para a Produção de SAF — da Química à Seleção de Peneiras Moleculares
O que é o processo HEFA?
A tecnologia HEFA — Ésteres e Ácidos Gordos Hidrotratados — é a via comercial dominante para a produção de Combustível de Aviação Sustentável (SAF). Certificada em 2011 ao abrigo da norma ASTM D7566, Anexo A2, foi a primeira via de produção de SAF a receber aprovação internacional de especificação de combustível. Continua a ser a tecnologia subjacente a mais de 95% de todos os voos com SAF atualmente.
O conceito é simples: pegar em óleos e gorduras — óleo alimentar usado, sebo animal, óleos vegetais — e submetê-los a uma série de reações químicas à base de hidrogénio que removem o oxigénio, reorganizam as estruturas moleculares e cortam as longas cadeias de hidrocarbonetos no comprimento exato necessário para o combustível de aviação. O resultado é um querosene parafínico sintético (HEFA-SPK) que pode ser misturado até 50% com o Jet A-1 convencional e manuseado de forma idêntica na infraestrutura de combustível aeroportuária existente.
No entanto, compreender o processo HEFA a um nível relevante para o projeto da instalação, a especificação do equipamento ou as decisões de investimento exige ir além das equações de reação. Cada etapa entre os vasos do reator — a purificação, a desidratação e a remoção de contaminantes — é tão importante quanto a própria química. Os catalisadores que impulsionam as reações HEFA são extremamente sensíveis à água, ao azoto, ao enxofre e aos metais em traços. O que remove esses agentes nocivos entre as etapas é uma camada de tecnologia que a maioria dos artigos ignora: adsorventes de peneira molecular e sistemas de purificação industrial.
Este guia percorre todas as principais etapas do processo HEFA, com especial atenção àquela fase de purificação frequentemente ignorada — porque, numa instalação real, o que acontece entre os reatores determina se a reação química funciona ou não.
Matérias-primas HEFA — O que entra determina o que sai
A matéria-prima escolhida por uma unidade de produção determina todas as decisões a jusante: a seleção do catalisador, o desenho da camada de proteção, o consumo de hidrogénio e, em última análise, o rendimento do produto. A tecnologia HEFA é capaz de processar uma gama notavelmente ampla de materiais à base de lípidos, mas cada categoria apresenta o seu próprio perfil de impurezas.
| Categoria de matéria-prima | Fontes típicas | Principais riscos relacionados com impurezas | O desafio do processamento a jusante |
|---|---|---|---|
| Óleo alimentar usado (UCO) | Fritadeiras para restaurantes e uso industrial | Elevados teores de ácidos gordos livres (AGL), fósforo e metais dissolvidos | Desativação grave do catalisador na ausência de camadas de proteção robustas |
| Gorduras animais (sebo) | Resíduos de matadouros e de instalações de transformação de subprodutos animais | Níveis elevados de compostos de azoto e enxofre | A fuga de amoníaco da secção HDN contamina os catalisadores de isomerização a jusante |
| Óleos vegetais | Soja, colza/canola, palma | Menor carga de impurezas, mas preocupações quanto à concorrência com os alimentos | Risco regulatório no âmbito do programa ReFuelEU da UE (proibição de matérias-primas provenientes de culturas alimentares) |
| Destilado de ácidos gordos de palma (PFAD) | Subproduto da refinação do óleo de palma | Teor de ácidos graxos livres (FFA) muito elevado (70–90%), qualidade variável | Requer um pré-tratamento intensivo e um elevado consumo de hidrogénio |
| Óleo de algas | Microalgas cultivadas | Novos perfis de impurezas, elevado teor de água | Ainda não testado em escala comercial; os requisitos de pré-tratamento ainda estão a ser definidos |
O traço comum a todas estas matérias-primas é que nenhuma delas chega ao reator em estado puro. O fósforo presente no óleo alimentar usado — frequentemente entre 50 e 200 ppm — pode contaminar irreversivelmente os catalisadores de hidrotratamento, concebidos para tolerar menos de 5 ppm. A água, os sais dissolvidos e os compostos orgânicos polares têm de ser todos interceptados antes de chegarem ao circuito do reator de alta pressão.
É aqui que entra em cena a primeira fase de purificação — e onde a tecnologia de peneiras moleculares se torna essencial muito antes de se produzir o primeiro barril de SAF.
Etapas principais do processo HEFA — dos triglicéridos ao combustível para aviões
O processo HEFA não é uma reação única do tipo «caixa preta». Trata-se de uma cadeia cuidadosamente sequenciada de três etapas centrais de conversão, cada uma das quais realiza uma operação específica de «edição» molecular. O quadro para compreendê-las é simples: o HDO determina a integridade do esqueleto de carbono, a hidroisomerização determina o desempenho em fluxo frio e o fracionamento determina a distribuição do produto. Cada etapa depende da anterior, e a contaminação em qualquer interface tem um efeito em cascata a jusante.
Hidrodesoxigenação (HDO) — Remoção do oxigénio dos triglicéridos
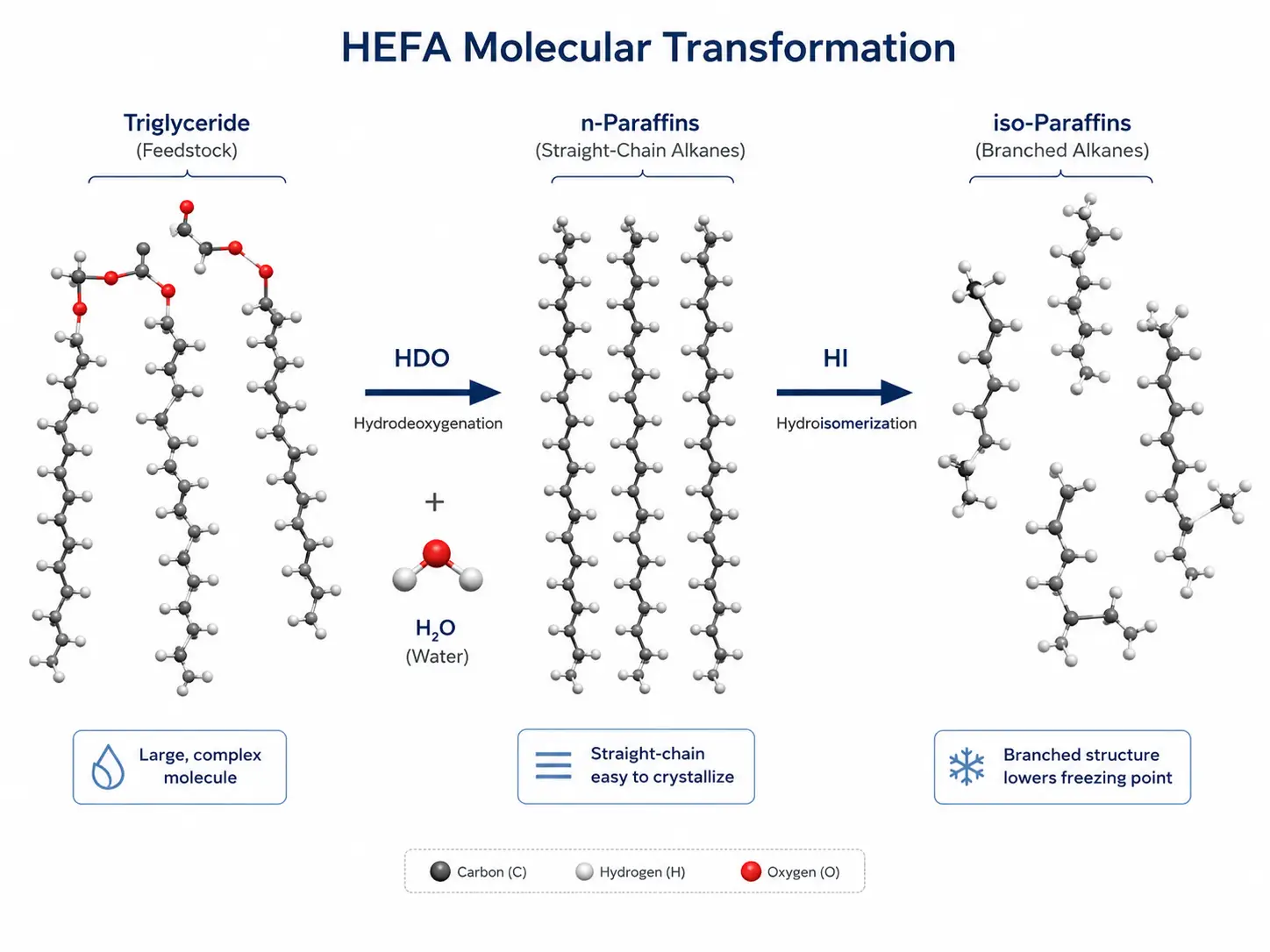
Os triglicéridos — a forma molecular das gorduras e dos óleos — consistem essencialmente em três longas cadeias de ácidos gordos (normalmente C16–C18) esterificadas a uma estrutura de glicerol, com seis átomos de oxigénio incorporados na estrutura. Para se transformarem num combustível de hidrocarbonetos, todos esses átomos de oxigénio têm de ser removidos.
O reator HDO realiza este processo a altas temperaturas e pressões — normalmente entre 280 e 340 °C e entre 50 e 100 bar — na presença de hidrogénio e de um catalisador bimetálico sulfatado, geralmente níquel-molibdénio suportado em alumina (NiMo/Al)2O3). A reação decompõe os triglicéridos em três cadeias de ácidos gordos livres e hidrogena-as, removendo o oxigénio principalmente sob a forma de água (via HDO) e, em menor grau, sob a forma de CO e CO2 (as vias de descarboxilação e descarbonilação).
A escolha entre estas vias concorrentes é importante do ponto de vista económico. O HDO preserva o comprimento total da cadeia de carbono (C18 → C18), mas consome mais hidrogénio. A descarboxilação utiliza menos hidrogénio, mas sacrifica um átomo de carbono por cadeia (C18 → C17), reduzindo o rendimento global de carbono. A proporção de n-parafinas C17 para C18 no produto do reator é a métrica de campo para a seletividade do HDO. As principais formulações de catalisadores — como o Mo/Al da Topsoe2O3 sistema — pode atingir uma seletividade de até 97% na via HDO, maximizando o carbono renovável retido no produto combustível.
O efluente do reator HDO contém mais do que apenas n-parafinas. Transporta água produzida pela reação (cerca de 100–120 kg por tonelada métrica de matéria-prima), juntamente com amoníaco proveniente de compostos que contêm azoto e sulfureto de hidrogénio proveniente do enxofre presente na matéria-prima. Se qualquer uma destas substâncias passar para o reator seguinte, as consequências são graves: o vapor de água e a amoníaca envenenam os catalisadores de metais nobres na etapa de hidroisomerização. Mesmo níveis vestigiais podem reduzir drasticamente a atividade de isomerização em poucas horas.
Hidroisomerização e hidrocraqueamento — Personalização de moléculas para o céu frio
As n-parafinas de cadeia linear produzidas pelo HDO têm uma falha crítica: congelam. Um n-alcano C16–C18 solidifica a temperaturas bem acima de 0 °C, enquanto o Jet A-1 deve permanecer líquido até −47 °C à altitude de cruzeiro. A diferença entre o que o HDO produz e o que um motor de avião requer é colmatada pelo reator de hidroisomerização (HI).
O HI transforma parafinas de cadeia linear em isoparafinas ramificadas através de um mecanismo catalítico bifuncional. Os sítios metálicos (tipicamente platina ou paládio) proporcionam atividade de hidrogenação-desidrogenação; os sítios ácidos do suporte catalisam o rearranjo da estrutura. O próprio material de suporte é fundamental — e é aqui que as zeólitas e as peneiras moleculares entram na química, não apenas na purificação. O SAPO-11 tem uma estrutura de poros precisamente definida de 0,39 nm × 0,63 nm, com canais elípticos de anéis de 10 membros. Esta estrutura seletiva em termos de forma favorece a formação de isómeros mono-ramificados com pontos de congelamento drasticamente mais baixos, minimizando simultaneamente a craqueamento indesejado em produtos mais leves.
Simultaneamente, o hidrocraqueamento controlado decompõe as cadeias mais longas (C18–C22) em cadeias com comprimento de carbono próprio do combustível para aviões (C8–C16). A arte da etapa HI consiste em equilibrar estas duas reações: isomerizar o suficiente para cumprir a especificação do ponto de congelamento de −47 °C, mas sem quebrar em excesso — cada átomo de carbono que acaba na nafta ou no gás combustível é carbono que não se transformou em combustível para aviões.
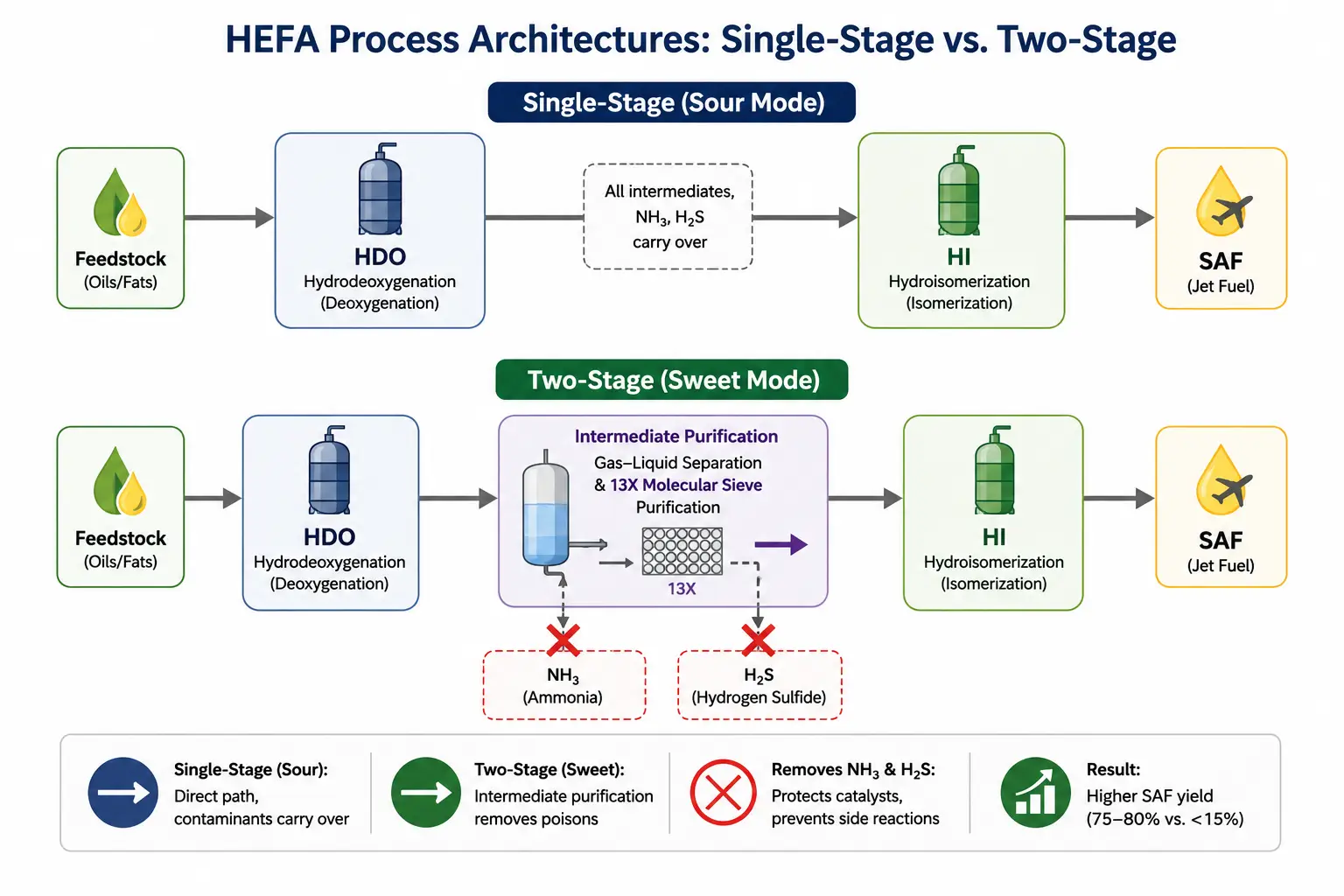
É também aqui que a decisão entre a configuração de fase única e a de duas fases se torna relevante. Na operação de fase única («modo sour»), o efluente do HDO flui diretamente para o reator HI sem purificação intermédia. A amoníaca e o sulfureto de hidrogénio presentes inibem a atividade do catalisador de metal nobre em 70 a 90%, limitando a profundidade da isomerização e o rendimento de SAF — tipicamente abaixo de 15% do produto líquido total. Na operação de duas fases (“modo doce”), o efluente do HDO passa por uma separação gás-líquido e purificação intermédias antes de entrar no reator HI, que então opera isento de NH3 e H2A atividade de isomerização aumenta entre 3 e 5 vezes, e o rendimento de SAF salta para 75–80 % da gama de produtos.
A implicação comercial é clara: uma unidade que ignora a etapa de purificação intermédia — ou a define de forma inadequada — não é uma unidade de combustível de fonte sustentável (SAF). Trata-se de uma unidade de diesel renovável que produz uma quantidade simbólica de combustível para aviões.
Fracionamento e mistura — O corte final
O efluente combinado do reator é separado por destilação em quatro frações de produto: gás combustível e GPL (C1–C4), nafta (C5–C12), a fração SAF (querosene parafínico sintético C8–C16) e diesel renovável (C10–C22). No modo de SAF máximo, a fração de combustível para aviões representa 75–80% do produto líquido total, sendo o restante repartido entre o diesel e a nafta.
O HEFA-SPK puro é então misturado com Jet A-1 convencional numa proporção de até 50% em volume, o limite estabelecido pela norma ASTM D7566. A restrição é o teor de aromáticos: o HEFA-SPK é essencialmente 100% parafínico, não contendo praticamente nenhum aromático, enquanto as especificações do combustível de aviação exigem um mínimo de 81% de aromáticos para garantir o inchaço das juntas de elastómero nos sistemas de combustível das aeronaves. O limite máximo de mistura de 50% garante uma transferência suficiente de aromáticos da parte de combustível de aviação convencional.
Os aditivos — melhoradores de lubrificação, antioxidantes e, em alguns casos, dissipadores de eletricidade estática — completam a formulação, e o combustível final passa a ser designado como D1655 Jet A-1, sendo indistinguível da sua contraparte fóssil em termos de manuseamento e desempenho.
A camada de purificação negligenciada — onde as peneiras moleculares determinam o sucesso ou o fracasso do desempenho do HEFA
O debate público sobre o processo HEFA dedica cerca de 95% da sua atenção à química do reator e ao desempenho do catalisador. No entanto, o funcionamento fiável de qualquer instalação industrial HEFA depende de uma «quinta etapa» que decorre de forma invisível a par do processo principal: uma rede distribuída de unidades de purificação por peneira molecular instaladas em quatro pontos estratégicos. Omita esta camada do seu modelo mental do HEFA e estará a olhar para um diagrama de fluxo de uma experiência química — não para uma instalação de produção operacional.
Esta secção analisa cada um desses quatro nós de purificação. Para cada um deles, a questão central é a mesma: o que é necessário remover, o que acontece se isso não for feito e que tipo de peneira molecular é mais adequado para a tarefa?
Pré-tratamento da matéria-prima — Proteção do leito de proteção
Antes de a matéria-prima entrar no reator HDO, passa por um circuito de pré-tratamento concebido para reter os contaminantes que, de outra forma, danificariam irreversivelmente os catalisadores a jusante. Enquanto os catalisadores de leito de proteção no interior do reator HDO tratam o fósforo e os metais ao nível da reação, uma etapa de adsorção física a montante constitui a última linha de defesa.
O óleo alimentar usado e as gorduras animais chegam com água dissolvida (0,1–0,5 % em peso), sais solúveis em água, compostos orgânicos polares e metais em traços. A água que entra no reator HDO reduz a pressão parcial de hidrogénio por diluição, promove reações colaterais de conversão água-gás que consomem hidrogénio valioso e acelera a sinterização hidrotérmica do catalisador. Os compostos polares e os sais metálicos envenenam os sítios ativos ao entrar em contacto com eles.
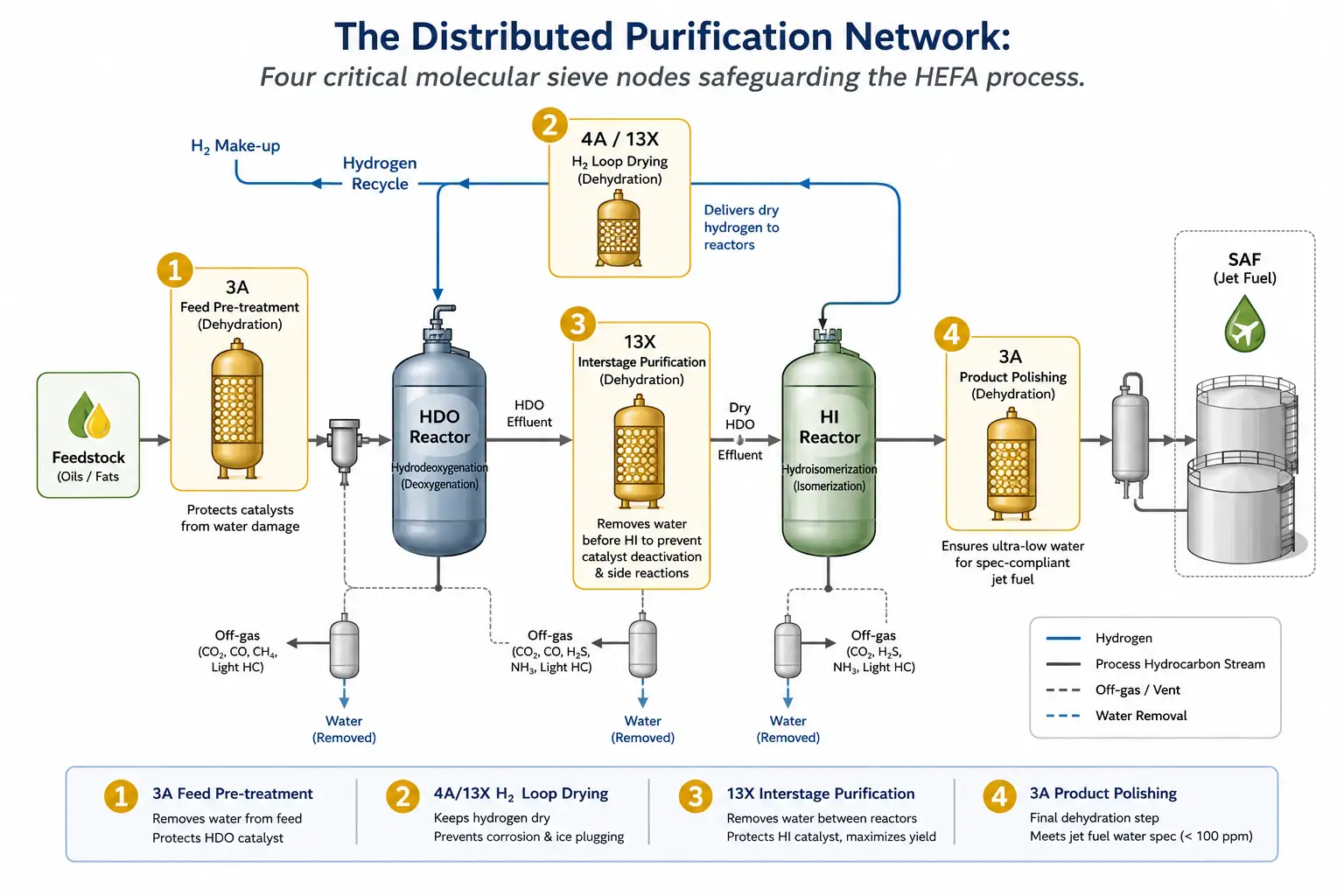
A solução consiste num leito de adsorção de pré-tratamento carregado com peneira molecular 3A e alumina ativada, instalado a montante do aquecedor de alimentação. A abertura dos poros do crivo 3A — aproximadamente 3 Å — é dimensionada para admitir moléculas de água (diâmetro cinético ~2,65 Å), excluindo moléculas de hidrocarbonetos maiores (4–10 Å). A água entra nos poros e é adsorvida; as moléculas orgânicas maiores permanecem na fase líquida, evitando tanto o bloqueio dos poros como o risco exotérmico de co-adsorção de hidrocarbonetos. A alumina ativada no mesmo leito captura compostos polares através da sua química de superfície anfotérica.
O impacto na vida útil do catalisador é mensurável: uma adsorção adequada no pré-tratamento pode prolongar os intervalos de substituição do catalisador da camada de proteção em 30 a 50%, reduzindo diretamente tanto os custos de aquisição do catalisador como o tempo de inatividade da produção.
Secagem do gás de reciclagem de hidrogénio — Proteção do catalisador de metal nobre
A reação HDO gera cerca de 100–120 kg de água por tonelada de matéria-prima processada. Após o efluente do reator ser arrefecido e separado, a corrente de gás rica em hidrogénio — ainda saturada com vapor de água a um ponto de orvalho de 40 a 60 °C — é reciclada de volta para a entrada do reator. Se essa humidade não for removida, acumula-se no circuito, diluindo progressivamente a pressão parcial do hidrogénio, reduzindo a velocidade de reação HDO e acelerando a desativação do catalisador através da sinterização hidrotérmica.
Numa configuração de duas fases, as consequências agravam-se ainda mais: a humidade transportada para o reator HI contamina os catalisadores à base de platina e paládio. Dados da indústria indicam que a exposição prolongada a concentrações de água de entrada superiores a 50 ppm pode produzir diminuições observáveis na atividade de isomerização. Com cargas de humidade mais elevadas, o rendimento de SAF pode cair da meta de projeto de 75% para menos de 50% em poucos dias.
A solução padrão é um secador de reciclagem de hidrogénio — uma unidade de adsorção por oscilação térmica de leito duplo preenchida com peneira molecular 4A ou 13X, dependendo da composição do gás. Uma peneira molecular 4A (diâmetro dos poros ~4 Å) adsorve seletivamente a água, excluindo a maioria dos hidrocarbonetos. Em condições de funcionamento típicas de 40 °C e 30 bar, atinge uma capacidade de adsorção dinâmica de água de 20 a 22 wt%. O ponto de orvalho de saída pretendido é de −60 °C ou inferior, correspondendo a um teor de água inferior a 10 ppmv. Quando o CO2 está presente em quantidades significativas no gás de reciclagem, a seleção de um adsorvente especializado ou um sistema dedicado de CO2 pode ser necessário um passo de remoção, uma vez que tanto as peneiras moleculares 4A como as 13X adsorvem CO2, sendo que o 13X apresenta uma maior capacidade de coadsorção de CO2 ao lado da água.
A configuração com dois leitos garante um funcionamento ininterrupto: enquanto um leito está em serviço de adsorção (normalmente entre 8 e 24 horas, dependendo do caudal e da carga de humidade), o outro é submetido a regeneração térmica a 200 a 300 °C, utilizando um fluxo secundário de gás de produto seco ou azoto.
Desidratação intermédia — O facilitador do modo doce
É a etapa de purificação intermédia — o equipamento situado entre os reatores HDO e HI numa configuração de duas fases — que mais distingue uma unidade HEFA otimizada para SAF de uma unidade de diesel renovável.
No funcionamento em fase única, todo o efluente do HDO, incluindo água, amoníaco e sulfureto de hidrogénio, entra no reator HI. A atividade do catalisador de metais nobres é reduzida em 70 a 90 % nestas condições, e a unidade produz predominantemente hidrocarbonetos da gama do gasóleo, com uma quantidade mínima de produtos da gama dos combustíveis para aviação. Na operação em duas fases, o efluente do HDO é submetido a arrefecimento, separação gás-líquido, depuração de gases ácidos (lavagem com amina ou lavagem com água) e, finalmente, a um polimento baseado em adsorção através de um leito de peneira molecular.
O meio de adsorção utilizado neste processo é, normalmente, a peneira molecular 13X, cujos poros com abertura de cerca de 10 Å adsorvem simultaneamente água residual, amoníaco e vestígios de sulfureto de hidrogénio. O objetivo é reduzir a concentração de amoníaco para menos de 1 ppmv na entrada do reator HI, nível em que a atividade do catalisador de metal nobre se manifesta plenamente. Nestas condições de modo ideal, a atividade de isomerização aumenta num fator de 3 a 5, e o rendimento de SAF passa de menos de 15% para 75–80% do produto líquido total.
A secção de purificação intermédia representa normalmente entre 5 % e 81 % do custo total de investimento de uma unidade HEFA de duas fases. O que esta secção representa é a diferença entre uma unidade de produção de gasóleo e uma unidade de produção de combustível para aviões.
Purificação do produto — O toque final
O último ponto de purificação situa-se na fronteira entre a produção e o armazenamento. A fração de SAF destilado, mesmo depois de passar por todo o processamento a montante, pode absorver humidade dissolvida durante o armazenamento em tanques — uma consequência das variações diurnas de temperatura que atraem ar ambiente húmido para o espaço livre do tanque. A água dissolvida, mesmo em concentrações inferiores a 50 ppm, representa um risco à altitude de cruzeiro: à medida que a temperatura do combustível desce para a temperatura ambiente (−50 a −60 °C a 35 000 pés), a água dissolvida pode precipitar-se sob a forma de cristais de gelo microscópicos que obstruem os filtros de combustível e provocam a extinção da chama do motor.
Uma etapa final de purificação do produto através de um secador com peneira molecular 3A — operando à temperatura ambiente com uma velocidade espacial horária do líquido de 4 a 12 h−1 — reduz o teor de água dissolvida para menos de 15 ppm, o limite máximo prático para que o Jet A-1 permaneça isento de água livre em todo o envelope de voo.
Em conjunto, estas quatro aplicações de peneiras moleculares — 3A para o pré-tratamento da matéria-prima, 4A ou 13X para a secagem por reciclagem de hidrogénio, 13X para a purificação intermédia e 3A para o aperfeiçoamento do produto final — formam um sistema de purificação distribuído que abrange todo o processo HEFA, desde o tanque de alimentação até ao tanque de produto. Raramente aparecem na mesma frase que os reatores e catalisadores que dominam o debate na indústria. Mas sem elas, nem uma única gota de SAF chega ao bocal de combustível de uma aeronave.
Fornecedores de tecnologia HEFA e configurações de processo
Para os promotores de projetos e equipas de engenharia que estão a avaliar as opções tecnológicas HEFA, o panorama dos licenciantes comerciais divide-se em várias ofertas bem definidas. A tabela abaixo resume os principais intervenientes com base em informações disponíveis publicamente; a seleção efetiva da tecnologia deve ter em conta as características específicas da matéria-prima do local, a distribuição do produto final e a integração com a infraestrutura de refinação existente.
| Licenciante de tecnologia | Nome do processo | Opções de configuração | Destaques do Catalyst | Projetos de destaque | Rendimento máximo de segurança |
|---|---|---|---|---|---|
| Topsoe | HydroFlex | De um estágio / De dois estágios | Catalisador Mo/Al₂O₃ para HDO; seletividade do 97% para HDO | Montana Renewables, Phillips 66 Rodeo | ~75–80% |
| Honeywell UOP | Ecofining | De um estágio / De dois estágios | Catalisadores exclusivos; mais de 50 licenças ativas | Diamond Green Diesel, a energia mundial por excelência | ~75% |
| Axens | Vegan | Em duas fases | Primeira instalação de referência comercial em funcionamento há mais de 8 anos | Galp, Green Carbon Development | ~75% |
| Neste | NExBTL (proprietário) | De duas fases com HI em contracorrente | Catalisador fornecido pela Ketjen | Porvoo, Singapura, Martinez (Marathon JV) | ~75% |
| Sulzer Chemtech | BioFlux | Reator único cheio de líquido | Sob licença da Duke Technologies | Projetos na Tailândia, na Malásia e no Uruguai | N/A (focado em RD) |
A escolha de um licenciador de tecnologia é um primeiro passo essencial — mas é apenas o primeiro passo. Independentemente do pacote de processos escolhido, todas as instalações HEFA requerem a mesma infraestrutura de purificação subjacente. As unidades de desidratação por peneira molecular, purificação intermédia e polimento do produto não são extras opcionais no projeto de nenhum licenciador; são operações unitárias pré-requisitos que devem ser especificadas, dimensionadas e adquiridas.
As unidades de desidratação por peneira molecular, purificação intermédia e aperfeiçoamento do produto não são elementos opcionais no projeto de nenhum licenciador. Trata-se de operações unitárias pré-requisitos que devem ser especificadas, independentemente do pacote de processo escolhido.
Da conceção do processo ao desempenho da unidade — Por que razão a camada de purificação é importante
O manual padrão da HEFA apresenta três etapas: HDO, hidroisomerização e fracionamento. Mas qualquer projetista de instalações que já tenha acompanhado uma unidade desde o estudo FEED até à entrada em serviço sabe que existe uma quarta função que permeia todas as três — a etapa de purificação que torna a reação química possível.
A lógica económica é simples. Os catalisadores HI de metais nobres custam entre 450 000 e mais de 1,1 milhões de euros por carga de reator. A substituição não planeada de catalisadores, provocada por contaminação com água ou amoníaco, não só acarreta o custo direto da substituição, como também interrompe a produção — e uma unidade de SAF em grande escala, com uma produção de 2 000 a 3 000 barris por dia, perde cerca de 1,2 milhões de dólares em receitas por cada dia de paragem não planeada. Os sistemas de purificação por peneira molecular que protegem esses catalisadores representam 3 a 5% do investimento total da fábrica, mas influenciam mais de 70% dos custos operacionais variáveis através do seu efeito na vida útil do catalisador, no rendimento do produto e na fiabilidade da produção.
À medida que a capacidade global de SAF aumenta de cerca de 1,5 milhões de toneladas por ano atualmente para os mais de 400 mil milhões de litros por ano necessários até 2050 — o que exigirá, segundo estimativas, entre 5 000 e 7 000 novas instalações de produção, de acordo com a análise da IEA Bioenergy — a camada de purificação evoluirá de uma nota de rodapé no projeto para um diferencial competitivo. A primeira geração de instalações HEFA tratava a seleção de peneiras moleculares como uma consideração secundária, aceitando frequentemente qualquer adsorvente que o empreiteiro EPC especificasse por defeito. A próxima geração, confrontada com margens mais apertadas, matérias-primas residuais mais variáveis e uma maior pressão regulamentar sobre a eficiência de rendimento, tratará a especificação do adsorvente como uma variável de otimização do projeto por direito próprio.
Para os engenheiros que estão atualmente a definir novas capacidades de HEFA, a lição prática é clara: dedique o mesmo rigor à seleção do adsorvente que à seleção do catalisador. As peneiras moleculares que secam o seu circuito de reciclagem de hidrogénio não são um produto de consumo corrente. A especificação correta, apoiada por testes específicos para a aplicação e por um fornecedor com experiência comprovada em purificação de gases industriais, pode significar a diferença entre cinco anos de desempenho estável do catalisador de isomerização e uma paragem não planeada logo no primeiro ano.
Referências
- ASTM International. «ASTM D7566 — Especificação-padrão para combustível de turbina de aviação contendo hidrocarbonetos sintéticos.» 2025. https://www.astm.org/d7566.html
- SkyNRG. «Noções básicas sobre a tecnologia SAF — O processo HEFA.» https://skynrg.com/sustainable-aviation-fuel/technology-basics/
- Bergwerff, J. «Produção de SAF através da via HEFA: Química e Catálise.» Decarbonisation Technology, maio de 2025. https://decarbonisationtechnology.com/article/329/saf-production-via-the-hefa-route-chemistry-and-catalysis
- Shiflett, W. «Energias renováveis, Parte 2: Um enfoque nos combustíveis sintéticos de origem agrícola (SAF)». Digital Refining, 2025. https://www.digitalrefining.com/article/1003245/renewables-part-2-a-focus-on-saf
- Tarefa 39 da IEA sobre Bioenergia. «Progressos na comercialização de biocombustíveis para aviação / combustíveis de aviação sustentáveis (SAF)». 2024. https://task39.ieabioenergy.com/
- van Dyk, S. et al. «Potenciais sinergias entre a produção de biocombustíveis drop-in e o coprocessamento em refinarias de petróleo.» IEA Bioenergy, 2019. https://www.ieabioenergy.com/
- Goh, B.H.H. et al. «Avanços recentes nas vias de conversão catalítica para combustível de aviação sintético produzido a partir de recursos biológicos.» Energy Conversion and Management, 2022. https://doi.org/10.1016/j.enconman.2021.114974
- CZapp. «Os prós e os contras do percurso HEFA para a SAF.» https://www.czapp.com/analyst-insights/the-pros-and-cons-of-the-hefa-pathway-for-saf/
- Ketjen / Albemarle. «ReNewFine Catalyst Portfolio». Referenciado na revista Decarbonisation Technology, maio de 2025.
- Jalon Zeolite. «Soluções industriais de peneiras moleculares e adsorventes.» https://www.jalonzeolite.com/products/
- Jalon Zeolite. «Estudos de caso.» https://www.jalonzeolite.com/case-studies/
- Jalon Zeolite. «Capacidade técnica.» https://www.jalonzeolite.com/capability/








