Catalisadores de hidrocraqueamento explicados: como a química da zeólita influencia o desempenho das refinarias
Como funciona um catalisador de hidrocraqueamento — O motor bifuncional
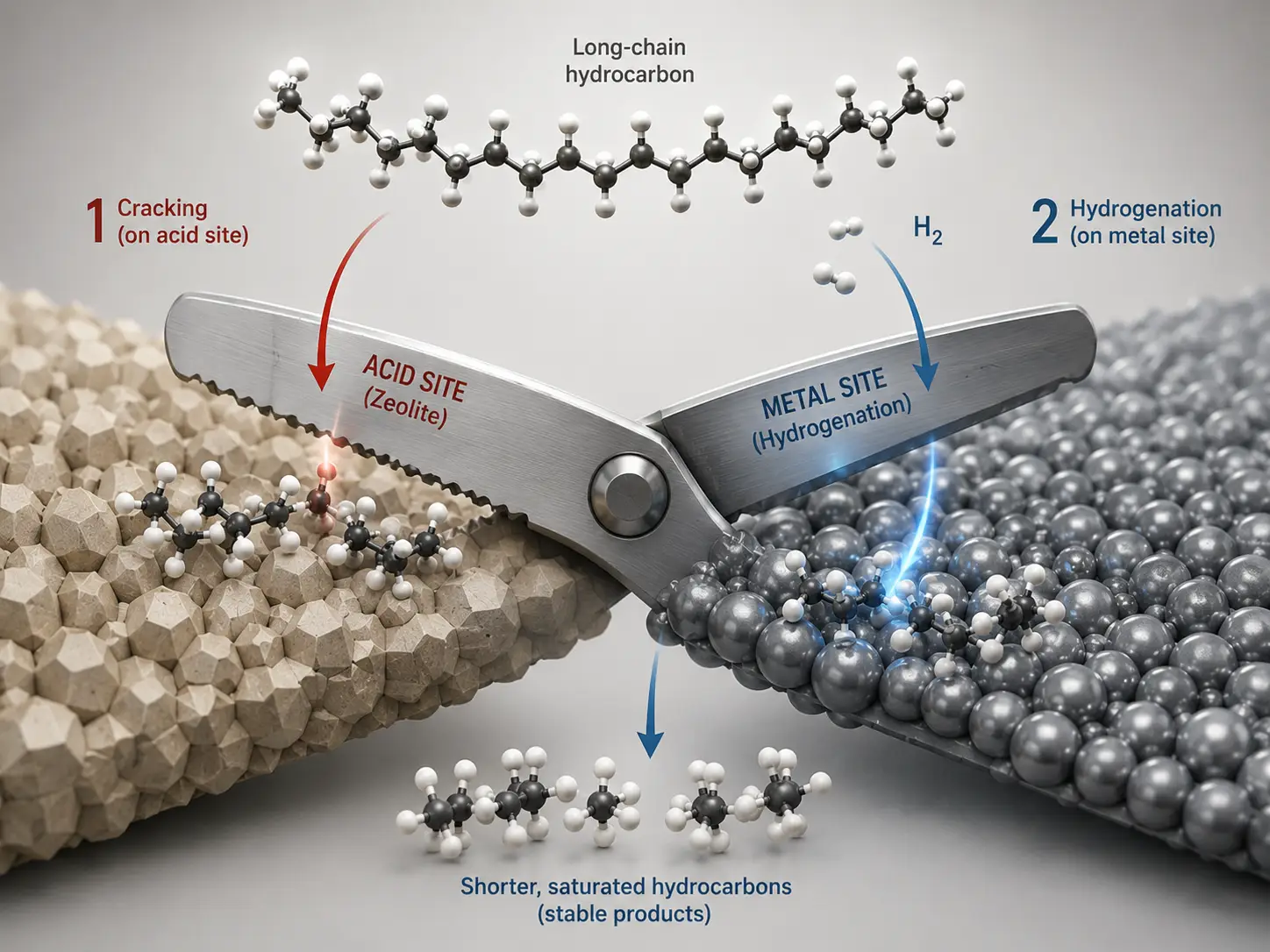
Todos os hidrocrack O catalisador é, na sua essência, um mecanismo composto por duas partes. A função ácida — proporcionada por um suporte de zeólito ou de sílica-alumina amorfa — decompõe moléculas de hidrocarbonetos de grande dimensão em moléculas mais pequenas e reorganiza a sua estrutura esquelética através da isomerização. A função metálica — tipicamente níquel, molibdénio, tungsténio, platina ou paládio impregnados no suporte — lida com a hidrogenação e a desidrogenação. Estas duas funções devem operar num equilíbrio preciso. Se a acidez for excessiva, o catalisador craqueia em demasia, produzindo gás leve e coque em excesso. Se a atividade do metal for excessiva, o catalisador hidrogena em demasia, suprimindo as reações de craqueamento necessárias para a conversão.
Em condições de operação comercial, este equilíbrio é alcançado a pressões de 10–20 MPa, temperaturas de 350–430 °C e relações hidrogénio/óleo de 800–2 000 Nm³/m³. A densidade de sítios ácidos num catalisador típico de hidrocraqueamento situa-se entre 0,2 e 0,5 mmol/g — uma janela estreita. Os formuladores de catalisadores atingem essa janela escolhendo tipos específicos de zeólitos e ajustando as suas razões silício/alumínio. Se algum destes parâmetros estiver errado, a unidade terá de lidar com as consequências durante todo o ciclo de 2 a 5 anos.
Pense nisso como uma tesoura. Os sítios ácidos são uma lâmina, os sítios metálicos a outra. Nenhuma das lâminas corta bem sozinha. Juntas, cortam ligações carbono-carbono com precisão cirúrgica — a zeólita determina onde o corte ocorre, o metal fornece a força motriz. O resto deste artigo é sobre como escolher o par certo de lâminas para a sua matéria-prima e os seus objetivos de produto.
Tipos de zeólitos na hidrocraqueamento — A arquitetura molecular por trás do desempenho do catalisador
Antes de nos debruçarmos sobre cada zeólito em particular, é útil dispor de um quadro de referência para a avaliação. Três parâmetros definem o que cada zeólito contribui para um catalisador de hidrocraqueamento: tamanho dos poros (quais as moléculas que podem atingir os sítios ativos), a relação silício-alumínio ou Si/Al (que controla a força ácida e a densidade dos sítios ácidos) e o Índice de Restrição ou CI (que quantifica a seletividade de forma — a intensidade com que a estrutura dos poros discrimina entre moléculas de formas diferentes). Tenha estas três dimensões em mente enquanto analisamos cada tipo.
USY e Y desaluminizado — O cavalo de batalha da indústria para o hidrocraqueamento de destilados
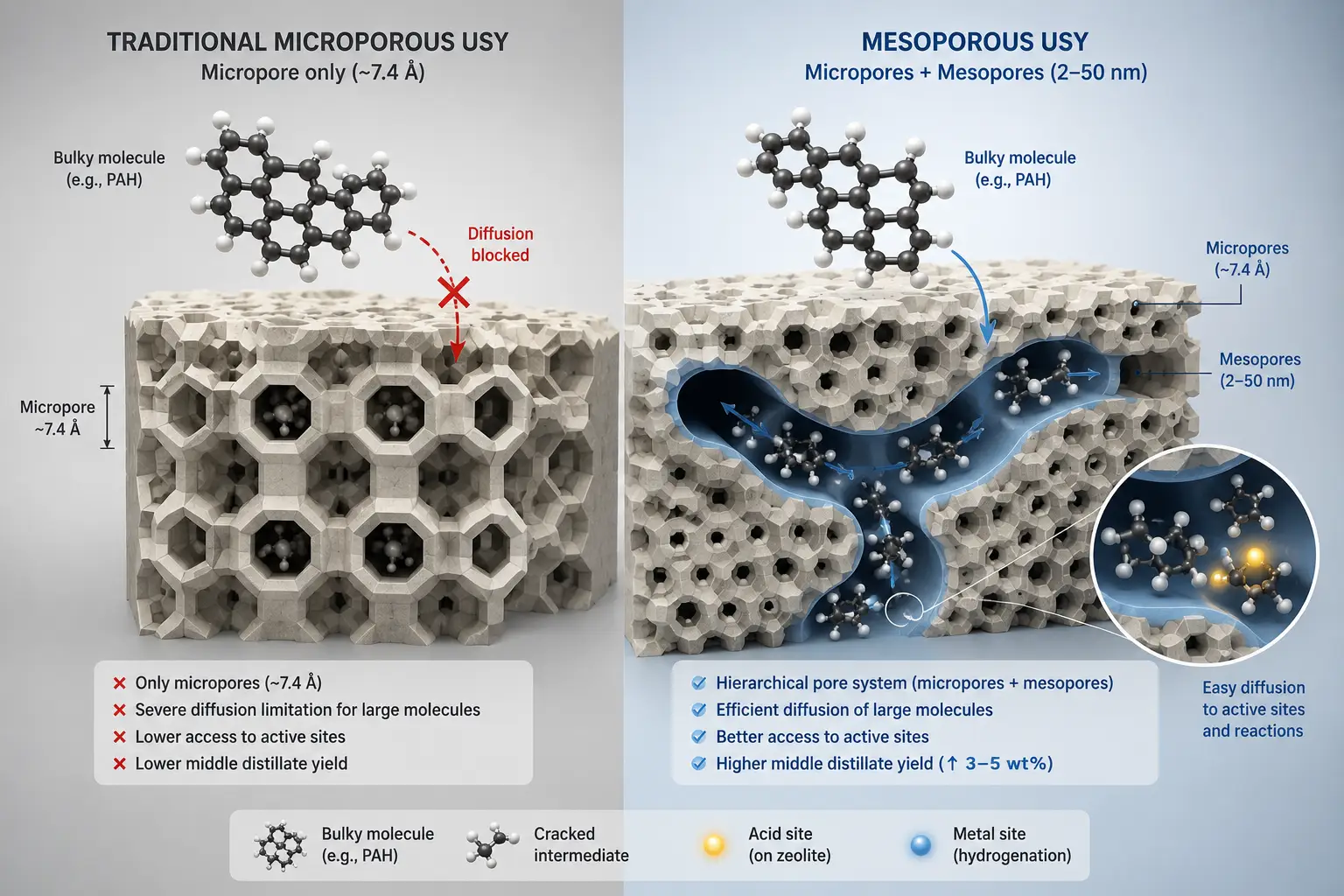
A zeólita Y ultraestável, baseada na topologia FAU, domina o processo comercial de hidrocraqueamento. Os seus poros de anel de 12 membros medem aproximadamente 7,4 Å de diâmetro e formam um sistema tridimensional de canais que se cruzam — o que significa que as moléculas reagentes têm sempre múltiplos caminhos para chegar a um sítio ativo, tal como um supermercado com três corredores transversais em vez de um. Mais de 70% das unidades de hidrocraqueamento do mundo funcionam com catalisadores à base de Y.
A variável determinante para o USY é a sua relação Si/Al na estrutura. O material de partida, o NaY, apresenta uma relação Si/Al de cerca de 3–6 e uma densidade de sítios ácidos demasiado elevada para permitir um hidrocraqueamento controlado — isso levaria a uma craqueação excessiva, transformando tudo em gás. Através da desaluminação a vapor, o alumínio da estrutura é removido seletivamente, elevando a relação Si/Al para valores que variam entre 20 e mais de 50 nos graus mais fortemente desaluminizados. Isto é importante porque cada átomo de alumínio cria um sítio ácido. Uma relação Si/Al mais elevada significa menos sítios ácidos por unidade de massa — alterando o comportamento do catalisador de «cracker indiscriminado» para «divisor seletivo» ao reduzir a craqueamento secundário, enquanto os sítios restantes, por estarem mais isolados, apresentam uma seletividade alterada em vez de uma acidez intrínseca uniformemente mais forte. Para a maximização do destilado médio, são preferíveis rácios Si/Al superiores a 20, uma vez que um menor número de sítios ácidos reduz a craqueamento secundário das moléculas da gama do gasóleo.
Os recentes avanços no USY mesoporoso introduzem um segundo nível de porosidade — mesoporos de 2–50 nm esculpidos no cristal microporoso — que melhora drasticamente a difusão de moléculas aromáticas polinucleares volumosas. Em comparações diretas, o USY mesoporoso proporciona um rendimento de destilados médios 3–5 % em peso superior, uma produção de gás 2–3 % em peso inferior e um consumo de hidrogénio 5–8 % em peso inferior, em comparação com o USY convencional nas mesmas condições (Revisão da ScienceDirect, 2020).
Uma ressalva importante: as zeólitas Y com troca de terras raras (REY) — nas quais os catiões RE³⁺ ocupam os locais da estrutura da sodalita para aumentar a estabilidade da estrutura — funcionam bem com catalisadores de metais nobres (Pt, Pd), mas podem ser ativamente prejudiciais quando combinadas com metais não nobres (Ni-Mo, Ni-W). Os catiões de terras raras interferem na formação da fase ativa Ni-Mo-S ou Ni-W-S, reduzindo a atividade global. Se a sua carga requer catalisadores de metais comuns, evite REY.
ZSM-5 e zeólitos de poros médios — Craqueamento seletivo por forma para maximizar a produção de produtos leves
O ZSM-5, construído com base na topologia MFI, funciona segundo um princípio totalmente diferente. Os seus poros de anel de 10 membros medem cerca de 5,5 Å — estreitos o suficiente para admitir parafinas normais e isoparafinas ligeiramente ramificadas, mas demasiado estreitos para isómeros multirramificados e aromáticos policíclicos. Isto confere ao ZSM-5 um Índice de Restrição de 3–8, muito superior ao do USY (CI < 1). Na prática, este material craqueia seletivamente as parafinas normais de baixo octanagem na faixa de ebulição da gasolina, preservando em grande parte os isómeros multirramificados e as moléculas aromáticas volumosas que não conseguem aceder aos seus estreitos canais de poros.
O ZSM-5 quase nunca é utilizado isoladamente no hidrocraqueamento. Em vez disso, funciona como aditivo numa proporção de 5–15 % em peso, misturado com um catalisador principal à base de USY. Com uma adição de 10 % em peso, aumenta o rendimento de olefinas leves (C₃–C₄) em cerca de 3 a 5 pontos percentuais — mas cada 5 % em peso de ZSM-5 adicionado também custa cerca de 3 a 4 pontos percentuais de rendimento de gasóleo. O cálculo da refinaria é simples: se as olefinas leves tiverem um preço superior ao do gasóleo no seu mercado, o ZSM-5 compensa o investimento.
O ZSM-5 industrial típico utilizado na hidrocraqueamento apresenta uma relação Si/Al de 30 a mais de 300 — muito superior à das zeólitas Y, produzindo um número consideravelmente menor de sítios ácidos. Em valores moderados de Si/Al (30–80), os sítios ácidos remanescentes estão relativamente isolados e apresentam alta frequência de renovação para o craqueamento seletivo; em valores muito altos de Si/Al (>150), a atividade passa a ser limitada pela difusão, em vez de ser limitada pela força ácida. É por isso que o ZSM-5 craqueia seletivamente em vez de indiscriminadamente: apenas as moléculas que conseguem entrar fisicamente no poro e que encontram um dos escassos sítios ácidos fortes são convertidas.
Beta e Mordenite — Ferramentas especializadas para rações específicas
A zeólita beta ocupa uma posição intermédia. Os seus poros com anéis de 12 membros (aproximadamente 6,6–7,0 Å) criam um sistema de canais tridimensional ligeiramente mais estreito do que o da USY, com um Índice de Restrição de 0,6–2. Isto torna a beta inerentemente mais seletiva em relação à parafina e menos agressiva em relação aos aromáticos — um perfil ideal para a produção de óleo base lubrificante, onde o objetivo é quebrar a cera (parafinas normais) enquanto se preserva a estrutura isoparafinica que confere ao óleo base o seu elevado índice de viscosidade. A gama de Si/Al do Beta é extraordinariamente ampla — de 5 a quase o infinito na forma de sílica pura —, proporcionando aos projetistas de catalisadores uma enorme flexibilidade no ajuste da acidez para matérias-primas específicas.
A mordenita, por outro lado, é especializada em condições de serviço adversas. Os seus poros de anel de 12 membros estão dispostos num sistema de canais unidimensional — uma via única, em vez da rede de autoestradas da USY —, o que a torna propensa ao entupimento das aberturas dos poros por coque. No entanto, a mordenita compensa esta desvantagem com uma resistência excecional aos ácidos. Em cargas contendo mais de 5.000 ppm de enxofre, os catalisadores à base de mordenita demonstram uma estabilidade estrutural substancialmente melhor do que o USY em proporções equivalentes de Si/Al. Isto torna-a valiosa na hidrocraqueamento de primeira fase de gasóleo pesado de vácuo, onde a secção de pré-tratamento pode não conseguir a remoção completa do enxofre.
O lado dos metais — A adequação dos metais de hidrogenação às matérias-primas e aos objetivos
Se a zeólita determina o que é craqueado e de que forma, o componente metálico determina o grau de saturação das olefinas intermédias antes de estas se recombinarem para formar coque. Quatro combinações de metais dominam a prática comercial:
| Sistema metálico | Melhor produto para o público-alvo | Adequação da ração | Limitação da chave |
|---|---|---|---|
| Ni-Mo | Maximização da produção de gasolina/nafta | VGO, matérias-primas ácidas (com elevado teor de enxofre) | Hidrogenação moderada; pode ocorrer uma quebra excessiva, resultando em fraccionamentos leves |
| Ni-W | Maximização do diesel / destilados médios | VGO, rações com elevado teor de azoto | Maior capacidade de hidrogenação; menor atividade de craqueamento do que o Ni-Mo |
| Pt / Pd | Gasolina de alta octanagem, óleos lubrificantes de base | Apenas matérias-primas limpas pré-hidrotratadas | Sensível ao enxofre: >10 ppm de S provoca uma desativação rápida |
| Co-Mo | Hidrotratamento / pré-tratamento | Alimentos com elevado teor de enxofre | Baixa atividade de craqueamento; utilizado principalmente como catalisador de dessulfuração |
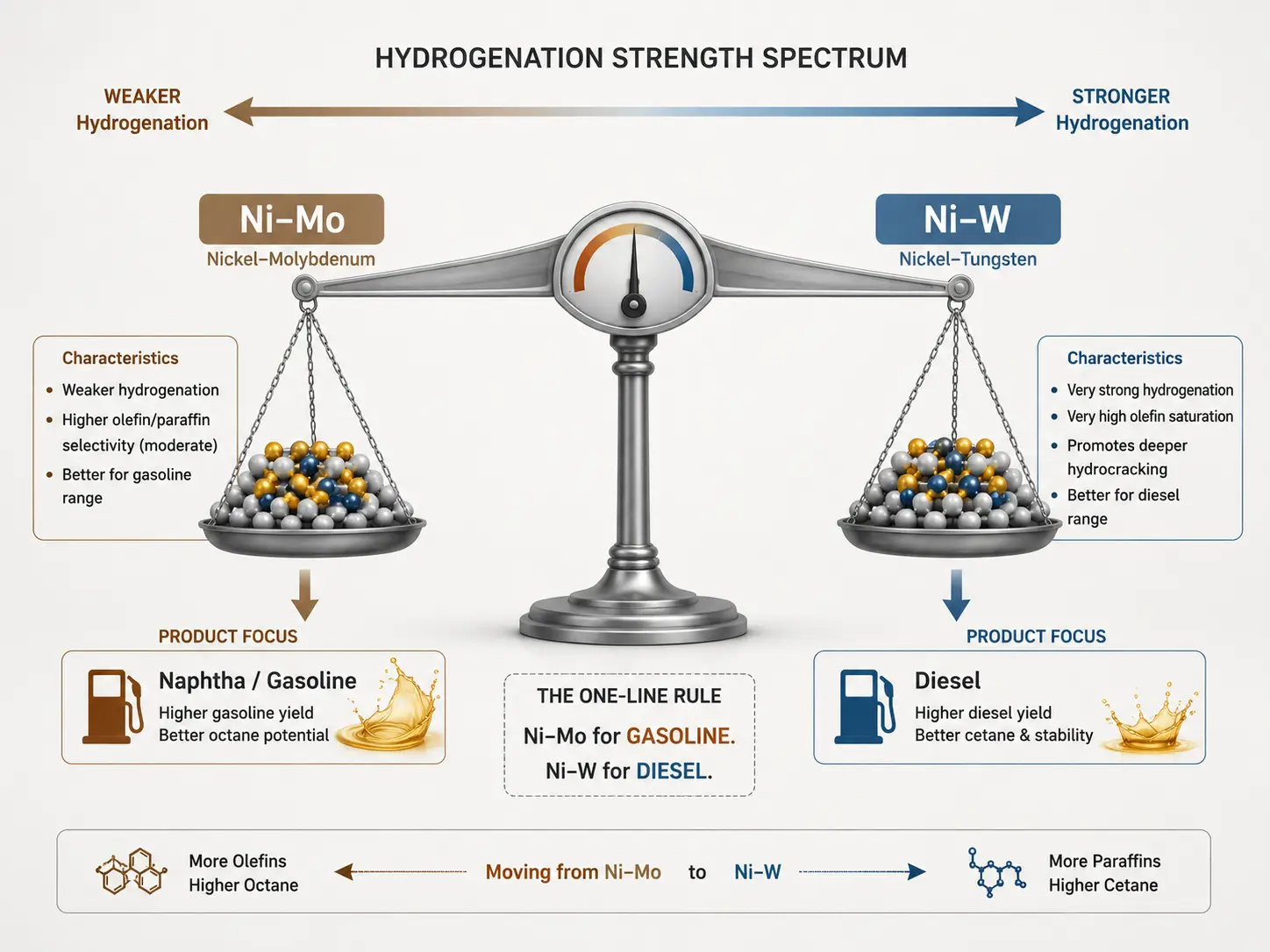
Os catalisadores mais utilizados na indústria são os de Ni-Mo e Ni-W. Um catalisador Ni-Mo típico contém 3–5 % em peso de NiO e 15–25 % em peso de MoO₃ no suporte; uma formulação Ni-W contém 4–6 % em peso de NiO e 20–28 % em peso de WO₃. A maior carga de tungsténio reflete o peso atómico mais elevado do tungsténio e o facto de os catalisadores Ni-W exigirem mais metal para atingir a mesma densidade de sítios ativos.
A diferença na seletividade do produto entre estes dois sistemas está bem estabelecida: a função de hidrogenação mais forte do Ni-W satura os anéis aromáticos de forma mais completa, preservando as moléculas da gama dos destilados médios da craqueamento secundário. A hidrogenação mais fraca do Ni-Mo deixa mais intermediários olefínicos, que se craqueiam novamente em produtos mais leves — o que é desejável quando o alvo é a nafta, mas indesejável quando o alvo é o gasóleo.
Os catalisadores de metais nobres (Pt, Pd) atingem uma atividade extraordinariamente elevada com concentrações de apenas 0,3–1,0 % em peso — um teor de metal cerca de 20 a 50 vezes inferior ao dos sistemas de metais comuns. Mas esta eficiência tem um preço: o enxofre é letal. O enxofre na alimentação acima de 10 ppm desativa permanentemente os sítios de Pt, e mesmo 50 ppm é catastrófico. Os catalisadores de metais nobres estão, portanto, restritos à segunda fase das unidades de hidrocraqueamento de duas fases, onde o catalisador de pré-tratamento da primeira fase já removeu o enxofre e o azoto para níveis vestigiais.
A adequação do catalisador à matéria-prima e aos objetivos do produto — Um quadro de decisão
A seleção de um catalisador de hidrocraqueamento é, em última análise, um problema com três variáveis de entrada e uma variável de saída. As entradas são as propriedades da matéria-prima (teor de enxofre e azoto, intervalo de destilação, aromaticidade, metais), a gama de produtos alvo (gasolina, combustível para aviões, gasóleo ou óleos de base lubrificantes) e as restrições da unidade (pressão parcial máxima de hidrogénio, velocidade espacial mínima, capacidade de arrefecimento disponível). O resultado é um tipo de zeólito recomendado, uma combinação de metais e um intervalo de Si/Al. Eis como funciona a lógica para os três produtos-alvo mais comuns.
Maximização da produção de gasolina e olefinas leves
Esta configuração favorece uma maior densidade de sítios ácidos e uma boa atividade de craqueamento secundário. A recomendação padrão é USY ou REY com Si/Al na faixa de 6–12, combinado com Ni-Mo, complementado por 5–15 % em peso de ZSM-5 como aditivo. As condições de operação tendem para a extremidade mais quente da janela (400–430 °C), com a pressão parcial de hidrogénio mantida a um nível suficiente para impedir a coqueificação rápida — tipicamente 8–12 MPa de pressão total —, onde a temperatura elevada impulsiona a craqueamento secundário que converte os destilados médios em moléculas da gama da nafta.
Nestas condições, um hidrocraqueador em modo gasolina bem otimizado pode produzir um rendimento de nafta de 50–65 % em peso e 10–18 % em peso de olefinas leves C₃–C₄. O aditivo ZSM-5 é o fator-chave: cada aumento de 5% no teor de ZSM-5 acrescenta aproximadamente 1,5–2 pontos percentuais de rendimento de olefinas leves, ao custo de 3–4 pontos percentuais de diesel. A otimização económica da refinaria reside em determinar se o diferencial de preço entre as olefinas e o gasóleo justifica a adição de ZSM-5.
O valor-alvo da densidade de sítios ácidos para o modo de gasolina é superior a 0,3 mmol/g — aproximadamente o dobro do valor-alvo para o modo de destilados. Isto é conseguido mantendo a relação Si/Al baixa e, opcionalmente, utilizando REY, cujos catiões de terras raras estabilizam a estrutura rica em alumínio.
Maximizar os destilados médios — Combustível para aviões e querosene
É aqui que o USY mesoporoso mostra o seu valor acrescentado. Recomenda-se o uso de USY com elevado teor de Si/Al ou de Y desaluminizado (Si/Al > 20) com Ni-W, processado a temperatura moderada (380–410 °C) e sob elevada pressão parcial de hidrogénio (>12 MPa). Cada aumento de 1 MPa na pressão parcial de hidrogénio melhora a seletividade do destilado médio em cerca de 2–3 pontos percentuais — o hidrogénio adicional satura os aromáticos de forma mais completa, impedindo-os de se condensarem em precursores de coque e libertando sítios ativos para a continuação da operação.
A mesoporosidade não é uma alteração insignificante. O USY convencional obriga as moléculas tri- e tetra-aromáticas volumosas a sofrerem craqueamento na superfície cristalina externa ou próximo desta, onde a acessibilidade aos sítios ácidos é limitada. O USY mesoporoso proporciona vias internas — as moléculas de grande dimensão entram nos mesoporos, passam por uma etapa inicial de abertura de anel e os fragmentos resultantes, de menor dimensão, difundem-se então para os microporos para uma craqueamento secundário seletivo. O resultado líquido é um aumento documentado de 3–5 wt% no rendimento de combustível para aviões e gasóleo, em comparação com um catalisador USY convencional que processa a mesma alimentação de VGO.
Rendimentos típicos de um hidrocraqueador de destilados médios bem gerido: 35–45 % em peso de combustível para aviões / querosene, 20–30 % em peso de gasóleo, com um total de destilados médios na faixa de 55–75 % em peso, dependendo da qualidade da matéria-prima e dos pontos de separação.
Otimização dos óleos base para gasóleo e lubrificantes
A maximização do diesel segue a mesma lógica dos destilados médios, mas leva-a mais longe: Si/Al superior a 30, metais Ni-W e temperaturas mantidas na faixa de 370–400 °C para suprimir a craqueamento secundário. As propriedades-alvo do gasóleo — índice de cetano acima de 55, ponto de obstrução do filtro a frio abaixo de −10 °C — são alcançadas através de uma combinação de saturação aromática profunda (impulsionada por Ni-W a alta pressão de hidrogénio) e isomerização suave de parafinas normais (impulsionada pela fraca acidez residual da zeólita).
A produção de óleos de base lubrificantes representa um desafio fundamentalmente diferente. O objetivo não é maximizar a craqueamento, mas sim remover seletivamente as moléculas que prejudicam o desempenho a baixas temperaturas (ceras — parafinas normais com pontos de fluidez elevados), preservando simultaneamente as estruturas isoparafinas que conferem ao óleo de base o seu elevado índice de viscosidade. Isto requer zeólito Beta emparelhado com um catalisador de metal nobre Pt ou Pd, a operar a uma pressão de hidrogénio de 12–18 MPa. A função do catalisador é isomerizar as parafinas normais em isómeros ramificados, em vez de as craquear — uma operação muito mais delicada do que o hidrocraqueamento em massa, o que se reflete num custo do catalisador 3 a 5 vezes superior por tonelada em comparação com os catalisadores convencionais de hidrocraqueamento de gasóleo.
Nos três casos, o fio condutor é que os parâmetros da zeólita — relação Si/Al, arquitetura dos poros, tamanho dos cristais — são as variáveis ocultas que, em última análise, determinam se um catalisador atinge as suas metas de rendimento. Uma refinaria que define objetivos de produção sem compreender a química da zeólita subjacente está a avançar às cegas.
Desativação e ciclo de vida do catalisador — O que acontece após a carga
Um catalisador de hidrocraqueamento novo não permanece novo por muito tempo. No momento em que a carga entra em contacto com o leito, três mecanismos de desativação começam a competir pelo controlo da vida útil do catalisador.
A deposição de coque é normalmente o principal fator que contribui para a perda de atividade no hidrocraqueamento de VGO, embora a sua importância relativa varie consoante a qualidade da matéria-prima e a intensidade operacional — a deposição de metais predomina nas unidades de processamento de resíduos, enquanto o coque é o fator determinante no tratamento de VGO em leito fixo. As primeiras 48–72 horas de funcionamento registam normalmente o declínio mais acentuado da atividade — deposição inicial de coque nos locais mais ativos —, após o que a taxa de desativação estabiliza num regime mais lento e quase linear. Os fabricantes de catalisadores projetam tendo isso em conta: a atividade no «início da operação» indicada nas fichas técnicas pressupõe que essa estabilização inicial já tenha ocorrido.
A deposição de metais provenientes de contaminantes da matéria-prima — principalmente níquel, vanádio e ferro — é mais lenta, mas irreversível. Ao contrário do coque, que pode ser eliminado por combustão durante a regeneração, os metais contaminantes acumulam-se de forma permanente nos poros do catalisador e na superfície externa. Uma refinaria que processe gasóleo de vácuo com elevado teor de metais pode perder 10–15% do volume efetivo dos poros do seu catalisador devido a depósitos de metais ao longo de um único ciclo.
A sinterização hidrotérmica — o colapso gradual da estrutura da zeólita sob o efeito combinado da alta temperatura e do vapor — é o mecanismo mais lento, mas, em última análise, o mais destrutivo. Sempre que o catalisador é submetido a temperaturas superiores a 450 °C na presença de vapor de água (que está sempre presente devido à hidrogenação de compostos oxigenados e ao vapor de resfriamento), mais alguns átomos de alumínio da estrutura se desprendem e mais alguns sítios ácidos são perdidos. Este processo é cumulativo e irreversível.
A contramedida padrão é a regeneração: a queima controlada do coque acumulado numa mistura de ar ou de ar e vapor a uma temperatura entre 450 e 520 °C. A janela de temperatura é estreita — abaixo de 450 °C, o coque mole queima de forma incompleta; acima de 520 °C, a própria estrutura da zeólita começa a degradar-se. Uma regeneração bem executada recupera 90–95 % da atividade original do catalisador na primeira vez, 80–90 % na segunda e 70–80 % na terceira. Para além de três regenerações, os danos na estrutura e a acumulação de metais tornam normalmente os ciclos adicionais antieconómicos. Como afirma Jeff Johns, um antigo bolseiro de hidroprocessamento da Chevron com mais de 35 anos de experiência na área: «Nunca carregue o mesmo catalisador mais de duas vezes sem um processo de reavaliação robusto» (Blog Becht, 2023).
O momento em que se deve proceder à substituição varia consoante a unidade, mas uma regra geral é a seguinte: quando a manutenção da conversão pretendida exige o funcionamento à temperatura máxima admissível do reator (normalmente 425–440 °C), ou quando a queda de pressão no leito excede os limites de projeto devido à acumulação de coque e partículas finas, é necessário substituir o catalisador.
Como avaliar e selecionar um fornecedor de catalisadores
A escolha de um catalisador de hidrocraqueamento é uma decisão que envolve milhões de dólares e cujas consequências se fazem sentir ao longo de um ciclo operacional de 2 a 5 anos. No entanto, de acordo com um inquérito publicado na revista PTQ, mais de 50% das escolhas de catalisadores baseiam-se principalmente nas previsões dos fornecedores — a abordagem mais arriscada possível (Refinação digital(2019). Um quadro de avaliação mais rigoroso inclui cinco dimensões.
Testes em instalação piloto com a sua própria matéria-prima. O primeiro princípio de Jeff Johns na seleção de catalisadores: «Em Deus confiamos, todos os outros apresentem dados.» Qualquer fornecedor de catalisadores credível deve ser capaz de testar a sua matéria-prima na sua unidade piloto ou microrreator e fornecer dados comparativos de desempenho em relação ao seu catalisador atual. Sem isso, está a comprar uma previsão, não um produto.
Verificação da estrutura de rendimentos. Os rendimentos do produto representam cerca de 90 % do valor económico de uma decisão relativa a um catalisador. Um novo catalisador que custa 20 % mais, mas proporciona um rendimento adicional de 4 % em peso de destilados médios — tal como documentado na mudança de uma refinaria europeia para um catalisador seletivo para gasóleo (Refinação digital(2016) — pode recuperar o seu investimento em poucos meses. O requisito económico mínimo: um rácio de retorno de 3:1 — cada dólar de custo adicional com o catalisador deve gerar, pelo menos, três dólares de melhoria na margem.
Integração do sistema Catalyst. Os catalisadores de pré-tratamento e de craqueamento devem ser selecionados como um sistema integrado, e não como escolhas independentes. O catalisador de pré-tratamento determina o grau de limpeza da carga que entra no leito de craqueamento; o desempenho do catalisador de craqueamento depende inteiramente dessa limpeza a montante. Um catalisador de craqueamento de classe mundial, combinado com uma secção de pré-tratamento subdimensionada, representa um desperdício de capital.
Transparência na origem da zeólita. Uma pergunta que raramente é feita — mas que deveria ser — é: onde é que o fabricante de catalisadores adquire as suas zeólitas? Muitas empresas de catalisadores compram zeólita em pó a produtores terceiros, formulam-na com ligantes e impregnam-na com metais. Outras controlam toda a cadeia, desde a síntese da zeólita até à moldagem, impregnação com metais e calcinação final. As empresas com capacidade de fabrico interna e sistemas de gestão da qualidade certificados — por exemplo, operações com certificações ISO 9001, ISO 14001, ISO 45001 e ISO 50001, a par do registo DUNS — apresentam um perfil de risco diferente daquelas que dependem de cadeias de abastecimento externas de zeólitos. A diferença manifesta-se na consistência entre lotes ao longo de contratos de fornecimento plurianuais, em que mesmo pequenas variações na relação Si/Al da zeólita ou no tamanho dos cristais podem alterar os rendimentos do produto em um ponto percentual inteiro.
Gestão de catalisadores usados. A decisão relativa ao catalisador não termina com o fim do ciclo. O fornecedor oferece serviços de gestão de catalisadores usados, recuperação de metais ou regeneração? Estas capacidades pós-venda afetam o custo total de propriedade ao longo de vários ciclos pelo menos tanto quanto o preço inicial do catalisador.
O objetivo da avaliação estruturada de fornecedores não é encontrar o catalisador mais barato. Trata-se de encontrar o catalisador cuja estrutura de rendimento, vida útil e fiabilidade de abastecimento proporcionem o menor custo total por barril de produto alvo ao longo de todo o horizonte operacional — um valor que depende muito mais da química da zeólita e da qualidade de fabrico do que do preço por tonelada indicado na nota de encomenda.
Referências
- Alasseel, A. et al. «Síntese e avaliação do desempenho de catalisadores de hidrocraqueamento: uma revisão.» Revista de Química Industrial e de Engenharia, 2020. https://www.sciencedirect.com/science/article/abs/pii/S1226086X2030280X
- Johns, J. «Princípios da seleção de catalisadores.» Blog Becht, fevereiro de 2023. https://becht.com/becht-blog/entry/under-pressure-ii/
- «Testes de catalisadores de refinaria.» PTQ / Refinação Digital, 2019. https://www.digitalrefining.com/article/1002336/refinery-catalyst-testing
- «Maximizar o rendimento de gasóleo através do hidrocraqueamento.» Refinação digital, 2016. https://www.digitalrefining.com/article/1001340/maximising-the-diesel-yield-from-hydrocracking-ti
- JALON Zeolite — Gestão da Qualidade. https://www.jalonzeolite.com/quality/
- Zeólito JALON — Capacidade de produção. https://www.jalonzeolite.com/capability/
- JALON Zeolite — Página inicial. https://www.jalonzeolite.com/
- Zeólito JALON — Sobre. https://www.jalonzeolite.com/about/








