Explorando a Remoção de CO₂ do Gás Natural: Seleção Técnica entre Amina, Membrana e Adsorção (PSA & TSA)
Na complexa paisagem da energia industrial, a transição de hidrocarbonetos brutos de poços para mercadorias de grau de gasoduto ou de grau criogénico requer uma precisão extrema. O gás natural bruto raramente é adequado para transporte imediato ou liquefação. Está fortemente sobrecarregado com gases ácidos, principalmente dióxido de carbono (CO₂) e sulfureto de hidrogénio (H₂S), juntamente com vapor de água e hidrocarbonetos mais pesados. Determinar a metodologia ideal para a extração de CO₂ não é apenas uma questão de preferência química; é uma decisão económica de alto risco ditada por despesas de capital (CAPEX), despesas operacionais (OPEX), restrições de espaço e os limites físicos absolutos do equipamento de processamento a jusante.
Este guia técnico abrangente explora as rigorosas premissas de engenharia subjacentes à descarbonização e fornece uma avaliação objetiva e profundamente analítica das principais vias tecnológicas: Absorção de aminas, membranas poliméricas e técnicas avançadas de adsorção de sólidos, utilizando a adsorção por oscilação de pressão (PSA) e a adsorção por oscilação de temperatura (TSA). Ao colmatar a lacuna entre a termodinâmica teórica e as operações de instalações do mundo real, estabelecemos um quadro definitivo para selecionar a arquitetura correta de tratamento de gases.
A premissa da engenharia: especificações de CO₂ no processamento de gás natural
O imperativo de extrair dióxido de carbono do gás natural é impulsionado por dois níveis distintos de especificações industriais. Compreender o forte contraste entre estes dois objectivos é o passo fundamental na conceção do processo, uma vez que a profundidade de remoção necessária determina completamente a seleção da tecnologia.
O primeiro nível consiste em especificações normalizadas para os gasodutos. Para introduzir o gás natural nas redes de transporte nacionais ou internacionais, as entidades reguladoras e os operadores de midstream impõem geralmente um limite de tolerância de CO₂ que varia entre 2% e 4% por volume. Este requisito existe principalmente para manter o valor mínimo de aquecimento (BTU) do gás de venda e para mitigar danos graves nas infra-estruturas. Quando o dióxido de carbono se dissolve na presença de água livre, forma ácido carbónico (H₂CO₃). Este fenómeno, conhecido na indústria como "corrosão doce", deteriora rapidamente as condutas de aço-carbono através de corrosão agressiva e afinamento uniforme das paredes. Ao longo de milhares de quilómetros de infra-estruturas de transmissão, a corrosão doce pode levar a falhas catastróficas nas condutas, riscos ambientais e custos astronómicos de depreciação e substituição.
O segundo nível é muito mais implacável: processos criogénicos e produção de Gás Natural Liquefeito (GNL). Quando o gás natural é processado para recuperação profunda de Líquidos de Gás Natural (NGLs), extração de hélio ou liquefação de carga base de GNL, a temperatura do fluxo de gás é drasticamente reduzida. Num comboio de GNL, as temperaturas caem para aproximadamente -161°C (-260°F). A estas temperaturas criogénicas extremas, ocorre uma perigosa mudança de fase termodinâmica. As quantidades vestigiais de dióxido de carbono não se liquefazem; em vez disso, sofrem dessublimação - passando diretamente de um gás para um sólido.
Se a concentração de CO₂ que entra na unidade criogénica exceder 50 partes por milhão (ppm), os cristais sólidos de gelo seco precipitarão do fluxo de gás. Estas partículas sólidas acumulam-se rapidamente nas intrincadas geometrias das alhetas dos micro-canais dos permutadores de calor de alumínio brasado (BAHX) alojados na caixa fria. À medida que as passagens se estreitam, a pressão diferencial (queda de pressão) através do permutador de calor aumenta exponencialmente. Em última análise, isto resulta num bloqueio físico total, obrigando a uma paragem de emergência e não planeada da fábrica. Descongelar uma caixa fria criogénica para remover bloqueios de gelo seco incorre em milhões de dólares em perda de produção, tornando a adesão estrita à especificação < 50 ppm CO₂ uma questão absoluta de sobrevivência operacional.
Protocolos essenciais de pré-tratamento antes da captura de carbono
Antes de o fluxo de gás chegar à unidade de descarbonização primária - seja um contactor de amina, um skid de membrana ou um leito de peneira molecular - ele deve passar por um condicionamento físico rigoroso. A falha de um sistema de remoção de CO₂ raramente é uma falha da própria tecnologia principal; em vez disso, é quase sempre desencadeada por inadequação a montante processamento de gás natural que permite que o líquido arrastado contamine os meios activos sensíveis.
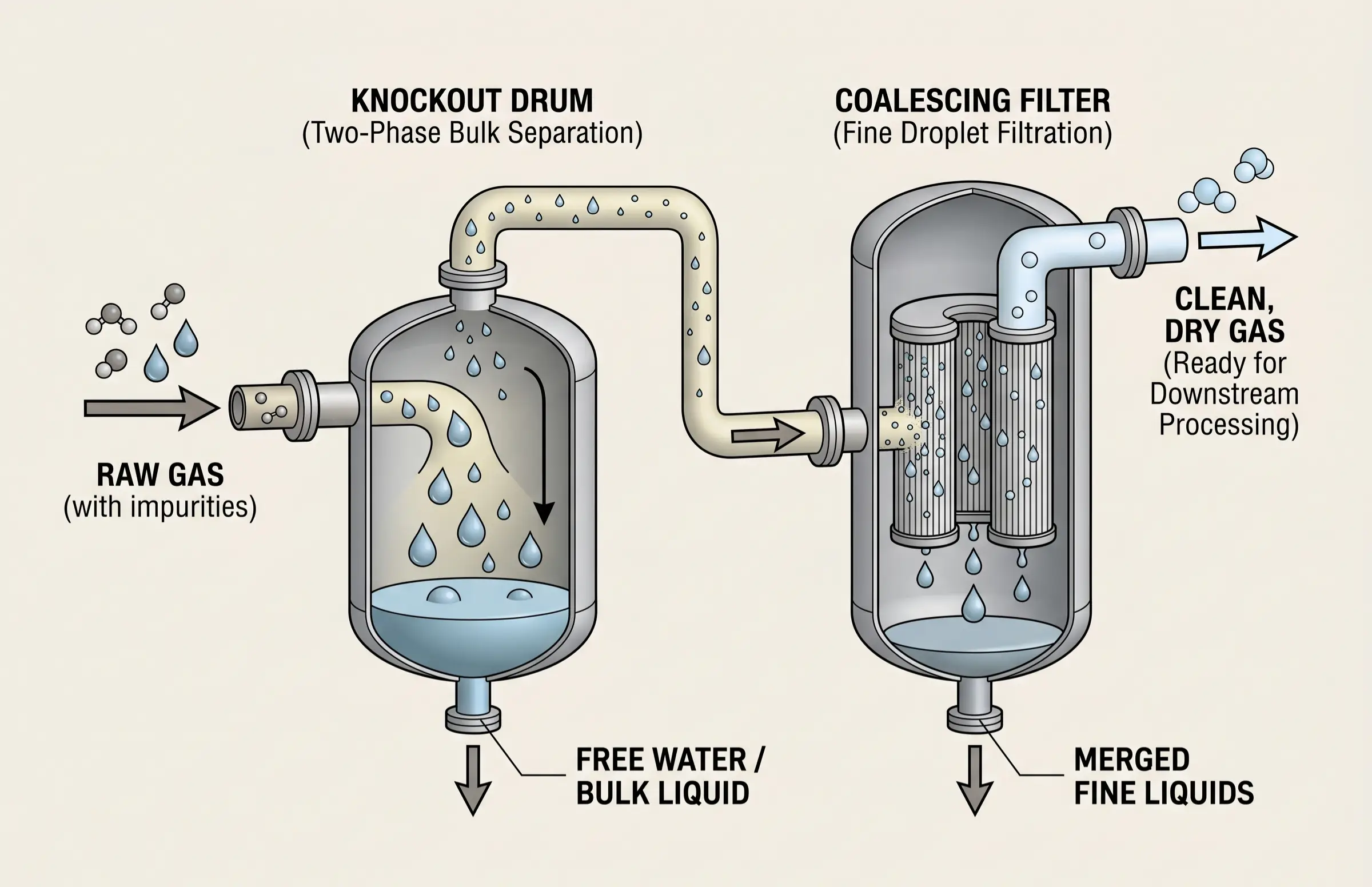
Tambores de arrastamento e filtros coalescentes para remoção de líquidos
A primeira linha de defesa decisiva em qualquer fábrica de gás é o equipamento de separação de entrada. O gás natural bruto chega à instalação com uma mistura multifásica de água livre, condensados de hidrocarbonetos líquidos, óleos lubrificantes de compressores e fluidos de estimulação de poços. Se for permitido que esses líquidos entrem na unidade de remoção de CO₂, as consequências são desastrosas.
Os tambores de entrada (separadores bifásicos ou trifásicos) utilizam a gravidade, deflectores de impacto e forças centrífugas para remover líquidos a granel. Após a separação a granel, são utilizados filtros coalescentes para capturar gotículas de aerossol de tamanho micrónico e submicrónico. Para um sistema de amina, o transporte de hidrocarbonetos líquidos reduz drasticamente a tensão superficial do solvente, desencadeando uma violenta formação de espuma de amina. No caso das membranas poliméricas, os líquidos pesados de hidrocarbonetos revestirão a superfície da membrana, obstruindo permanentemente os poros microscópicos e cegando o módulo de separação. Por conseguinte, a interceção robusta de líquidos é um pré-requisito físico não negociável para a proteção de activos a jusante.
Controlo da temperatura para evitar a formação de hidratos
Para além da remoção de líquidos, é necessária uma gestão térmica rigorosa para garantir o fluxo. As operações de gás natural envolvem frequentemente quedas de pressão significativas, particularmente através de válvulas de controlo e estrangulamentos. De acordo com o efeito Joule-Thomson, uma redução súbita da pressão do gás resulta numa queda correspondente da temperatura do gás. Se a temperatura cair abaixo do ponto de formação de hidratos na presença de humidade, a água e as moléculas de hidrocarbonetos leves (como o metano e o etano) irão interligar-se fisicamente, formando estruturas cristalinas sólidas, semelhantes ao gelo, conhecidas como hidratos de gás.
Os hidratos de gás podem formar-se a temperaturas muito acima do ponto de congelação normal da água, obstruindo totalmente as condutas, válvulas e instrumentos. Para contrariar este fenómeno, são instalados aquecedores de entrada - como aquecedores de banho de água ou aquecedores de combustão direta - a montante das unidades de processamento. Ao manter a temperatura do gás de alimentação numa margem segura (normalmente 10°F a 20°F) acima da curva de formação de hidratos calculada, os engenheiros evitam o congelamento da tubagem e asseguram um fluxo constante e ininterrupto para a instalação de captura de carbono.
Avaliação quantitativa das tecnologias de remoção primária de CO₂
Os engenheiros de processo devem navegar numa matriz complexa de variáveis operacionais ao selecionar a rota de descarbonização adequada. Não existe uma solução universal; a escolha óptima depende em grande medida da composição do gás bruto, da pureza pretendida, do espaço disponível e do acesso aos serviços públicos. Abaixo está uma matriz de avaliação quantitativa que resume os limites de desempenho das três tecnologias primárias.
| Parâmetro do processo | Absorção química (Aminas) | Membrana polimérica | Adsorção de sólidos (TSA/Peneira molecular) |
|---|---|---|---|
| Limite máximo de CO₂ | < 50 ppm (com Aminas Formuladas) | ~2% (Especificação de tubagem) | < 1 ppm (polimento criogénico profundo) |
| Pegada de equipamento | Extremamente grande (torres, caldeiras, bombas) | Altamente compacto e modular | Moderado (skids multi-cama, aquecedores) |
| Perda de hidrocarbonetos (deslizamento de metano) | Muito baixo (< 1%) | Elevada (pode exceder 5-10% sem multi-fase) | Extremamente baixo (exclusão selectiva de poros) |
| Despesas de exploração (OPEX) | Elevada (serviço maciço de caldeiras térmicas, composição de solventes) | Baixa (depende do diferencial de pressão parcial) | Moderado a elevado (aquecimento a gás de regeneração térmica) |
Sistemas de tratamento de gás de amina para processamento pesado
Durante décadas, o cavalo de batalha padrão para a remoção de gás ácido na indústria petroquímica tem sido o sistema de tratamento de gás de amina. Operando com base no princípio da absorção química reversível, estes sistemas são concebidos para processar grandes quantidades de gás natural, removendo agressivamente o dióxido de carbono e o sulfureto de hidrogénio para cumprir especificações rigorosas.
Dinâmica de Absorção Química e Seleção de Solventes
O sucesso operacional do adoçamento de gás natural a granel depende inteiramente da seleção do solvente de alcanolamina correto. O mecanismo central envolve o fluxo ascendente de gás ácido através de uma coluna de absorção de alta pressão e baixa temperatura, entrando em contacto íntimo em contracorrente com um fluxo descendente de solução de amina magra. A amina reage quimicamente com o CO₂ ácido, formando um sal solúvel fraco, adoçando assim o gás de cabeça.
A indústria utiliza um espetro de solventes, dependendo dos objectivos exactos de separação. As aminas primárias, como a monoetanolamina (MEA), são altamente reactivas e removem agressivamente quase todos os gases ácidos, mas requerem imensa energia térmica para quebrar as ligações químicas durante a regeneração e são altamente susceptíveis à degradação. As aminas secundárias, como a dietanolamina (DEA), oferecem um meio-termo em termos de reatividade e necessidade de energia. As aminas terciárias, especificamente a Metildietanolamina (MDEA), actuam através de um mecanismo de hidratação catalisado por uma base mais lenta, permitindo-lhes absorver seletivamente o H₂S enquanto deixam escapar uma porção de CO₂. Para o pré-tratamento de GNL profundo que requer < 50 ppm de CO₂, os engenheiros frequentemente recorrem a "Aminas Formuladas" - misturas proprietárias de MDEA com ativadores especiais de piperazina que aceleram drasticamente a cinética de absorção de CO₂ enquanto minimizam as taxas de circulação necessárias.
Armadilhas operacionais que envolvem a degradação de solventes e a formação de espuma
Apesar da sua ubiquidade, os sistemas de aminas são notoriamente temperamentais e exigem uma vigilância operacional constante. A falha operacional mais grave e dispendiosa é a formação de espuma de amina. Quando hidrocarbonetos líquidos, produtos químicos de tratamento de poços ou sólidos microscópicos em suspensão entram no contactor, alteram a tensão superficial da solução de amina. Em vez de fluir suavemente através dos tabuleiros da coluna, a amina forma uma espuma espessa. Esta espuma expande-se violentamente, inundando a coluna e transportando o solvente não regenerado diretamente para fora do topo da torre, juntamente com o gás doce - um fenómeno conhecido como transporte maciço de líquido.
A formação de espuma destrói instantaneamente a eficiência da separação, resultando num gás fora das especificações que tem de ser queimado. Para além disso, resulta na perda física de solventes dispendiosos. Mesmo sem a formação de espuma, as aminas sofrem uma degradação térmica contínua devido às elevadas temperaturas na caldeira de recozimento e uma degradação química devido a reacções irreversíveis com oxigénio ou ácidos orgânicos, formando sais estáveis ao calor (HSS). A necessidade contínua de injetar agentes anti-espuma dispendiosos e de comprar constantemente solventes de substituição representa um encargo OPEX significativo e inevitável durante toda a vida útil da instalação.
Separação por membranas poliméricas para instalações com restrições de espaço
Quando os constrangimentos de engenharia impedem a construção de torres de absorção maciças, o inventário de solventes maciços e sistemas complexos de bombagem de líquidos, a separação por membranas poliméricas surge como a principal alternativa tecnológica. Ao contrário das aminas, as membranas não envolvem peças móveis, solventes químicos perigosos nem mudanças de fase, representando um processo de separação puramente físico.
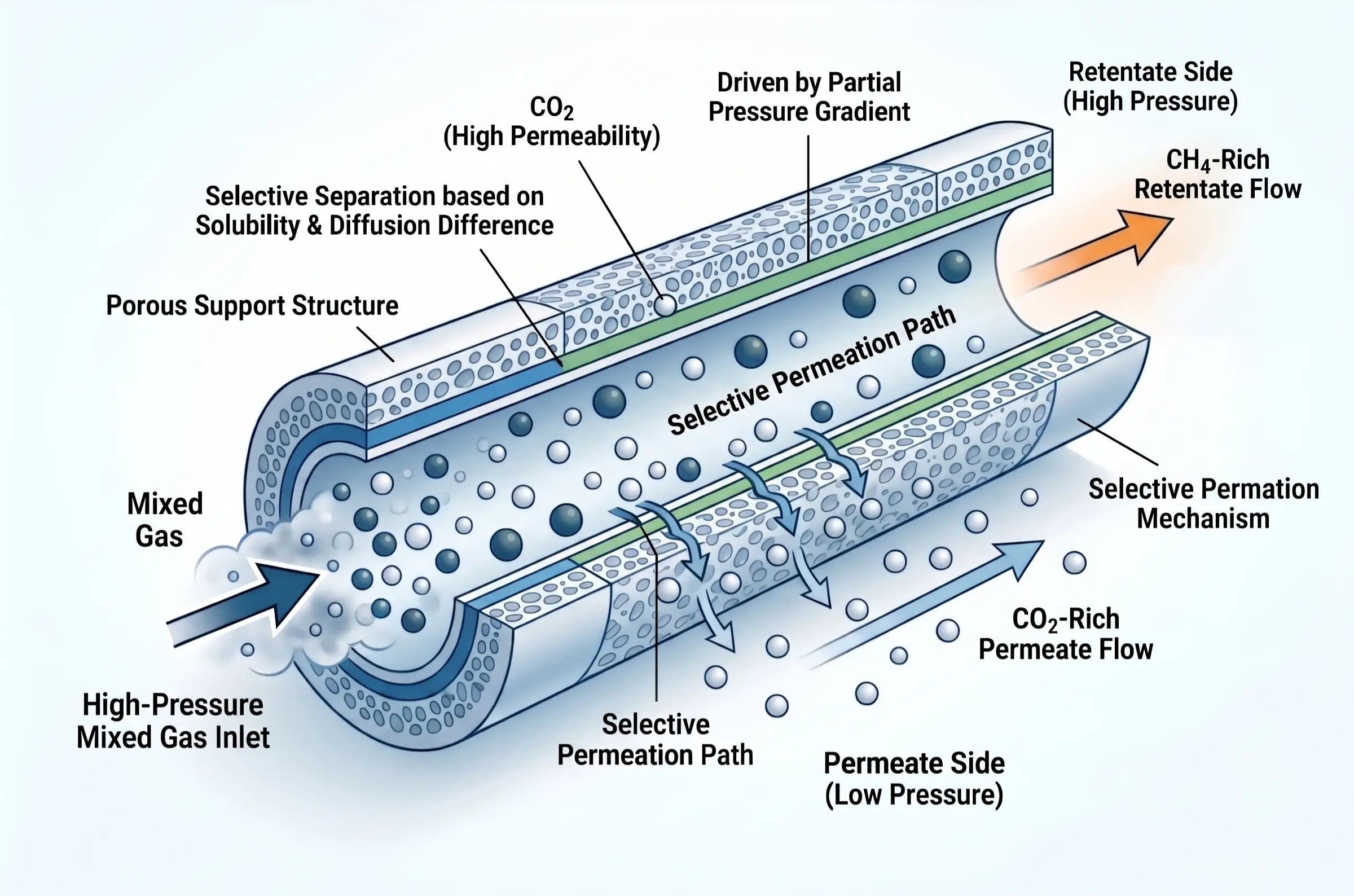
Como a permeabilidade e a seletividade impulsionam a separação de gases
A força motriz fundamental por detrás da separação por membranas poliméricas é o diferencial de pressão parcial através da barreira da membrana. O gás natural bruto, a alta pressão, é introduzido num dos lados de uma fibra oca ou de um módulo de membrana enrolado em espiral. O material da membrana é projetado a nível molecular para explorar as diferentes taxas de permeação das diferentes moléculas de gás.
A separação é regida por uma combinação de solubilidade (a facilidade com que o gás se dissolve na matriz polimérica) e difusividade (a rapidez com que a molécula viaja através das cadeias poliméricas). O dióxido de carbono é um gás altamente "rápido"; é mais pequeno e significativamente mais solúvel em polímeros típicos do que o metano. Consequentemente, o CO₂ permeia rapidamente através da parede da membrana e é recolhido a uma pressão mais baixa no lado do permeado, enquanto as moléculas de metano, mais lentas e maiores, permanecem retidas a alta pressão no lado do retentado. Como a força motriz depende da pressão, esta tecnologia prospera em ambientes offshore de alta pressão, tie-backs submarinos e cabeças de poço remotas, onde a instalação de uma enorme central térmica para regeneração de aminas é fisicamente impossível ou economicamente ruinosa.
Superar a ameaça da plastificação de polímeros
O principal obstáculo que limita a utilização de membranas em correntes de gás altamente agressivas é o fenómeno da plastificação da membrana. As estruturas poliméricas são sensíveis a gases altamente condensáveis. Quando uma membrana é sujeita a gás natural contendo concentrações excecionalmente elevadas de CO₂ (tipicamente > 10%) ou hidrocarbonetos aromáticos pesados (BTEX), estas moléculas dissolvem-se profundamente na matriz polimérica.
Esta dissolução profunda faz com que as cadeias de polímero inchem e relaxem fisicamente, amolecendo efetivamente a membrana. À medida que o polímero se plastifica, o volume livre microscópico dentro da matriz expande-se, destruindo a seletividade cuidadosamente concebida da membrana. Com as portas moleculares forçadas a abrir-se, o valioso metano desliza facilmente através da membrana juntamente com o CO₂. Este deslizamento excessivo de metano não só representa uma perda devastadora de produto vendável e receita, mas também cria um fluxo de resíduos altamente intensivo em carbono que complica a conformidade com as emissões. Para mitigar isso, os engenheiros devem frequentemente implantar um resfriamento robusto de pré-tratamento para eliminar os aromáticos ou confiar em polímeros vítreos avançados e rígidos que resistem à plastificação ao custo da permeabilidade geral.
A bacia hidrográfica de adsorção: PSA para RNG vs. TSA para polimento criogénico
Enquanto os sistemas de aminas e membranas tratam da grande maioria da descarbonização em massa, a fronteira da extrema precisão - e o domínio especializado da atualização de biogases altamente contaminados - pertence às tecnologias de adsorção sólida. Utilizando estruturas cristalinas de aluminossilicato porosas e altamente projetadas, conhecidas como peneiras moleculares, a adsorção cria uma separação física regida por ciclos de pressão e temperatura.
Adsorção por oscilação de pressão (PSA) para biogás e GNR
No sector em rápida expansão do Gás Natural Renovável (GNR) e do melhoramento do biogás, o gás de alimentação bruto funciona normalmente a temperaturas próximas do ambiente e a pressões mais baixas, mas contém concentrações maciças de CO₂ (frequentemente 30% a 50%). Neste caso, a adsorção por oscilação de pressão (PSA) funciona como o mecanismo ideal de remoção a granel. O PSA funciona com base no princípio de que os gases tendem a ser fortemente adsorvidos em superfícies sólidas sob alta pressão e rapidamente dessorvidos (libertados) quando a pressão é reduzida para níveis próximos da atmosfera ou do vácuo.
Ao fazer o ciclo de vários recipientes embalados com adsorventes especializados através de fases sequenciais de adsorção de alta pressão, despressurização, purga de baixa pressão e repressurização, uma unidade PSA isola continuamente o biometano de alta pureza. Uma vez que a energia de ligação de adsorção do CO₂ em aplicações a granel pode ser ultrapassada simplesmente oscilando a pressão, o PSA contorna completamente os enormes requisitos de energia térmica de uma caldeira de amina, tornando-a excecionalmente económica para instalações de biogás descentralizadas.
Adsorção por oscilação de temperatura (TSA) para pré-tratamento de GNL e LGN
No entanto, quando o objetivo passa da remoção em massa para o polimento criogénico profundo, o PSA é fisicamente insuficiente. Nas instalações de recuperação de GNL em carga de base e de LGN em profundidade, o gás que sai da unidade de aminas a montante contém normalmente cerca de 50 a 500 ppm de CO₂ e está totalmente saturado de água. Para garantir a sobrevivência absoluta da caixa fria BAHX a jusante, tanto o H₂O deve ser reduzido para < 0,1 ppm quanto o CO₂ estritamente polido para < 50 ppm. Nessas concentrações vestigiais, a pressão parcial de CO₂ é tão baixa que uma simples oscilação de pressão não pode efetivamente expulsar as moléculas fortemente ligadas dos poros do adsorvente. O sistema deve utilizar a adsorção por oscilação de temperatura (TSA).
Numa configuração TSA, o leito de peneira molecular adsorve as impurezas vestigiais até se aproximar da saturação. Para regenerar o leito, um fluxo de gás de regeneração ultra-seco e aquecido (tipicamente queimado a temperaturas entre 260°C e 290°C) é passado através do recipiente. Esta intensa energia térmica quebra as fortes ligações electrostáticas que mantêm as moléculas polares de água e as moléculas quadrupolares de CO₂ dentro da estrutura da peneira, varrendo completamente o leito para o próximo ciclo.
A Vantagem da Engenharia Jalon: Protegendo a Rede de Segurança Criogénica
As tensões térmicas extremas colocadas nas peneiras moleculares durante a regeneração de TSA representam o derradeiro campo de testes para a durabilidade do adsorvente. Os meios inferiores sucumbem rapidamente à degradação hidrotérmica, perdendo a área de superfície ativa, enquanto a expansão e contração térmicas repetidas provocam a fratura física dos grânulos - uma falha catastrófica conhecida como "empoeiramento". O empoeiramento leva a graves quedas de pressão, filtros de partículas a jusante entupidos e impulsores de compressores danificados.
Com mais de 28 anos de profunda experiência em zeólitos sintéticos, a Jalon's Série 13X e série proprietária JLPM são especificamente concebidos para os rigores da separação de ar criogénico profundo e do pré-tratamento de GNL.
- A fortaleza da estabilidade: Utilizando uma avançada linha de produção automatizada DCS (Sistema de Controlo Distribuído) com uma capacidade de produção anual de peneira molecular de 68.000 toneladas, a Jalon elimina totalmente a variação de lote para lote que aflige os adsorventes padrão. Os operadores da fábrica têm a garantia de capacidades de trabalho dinâmicas exactas e previsíveis em cada carga de recipiente.
- Integridade mecânica sem compromissos: O processo de fabrico da Jalon controla meticulosamente a otimização dos aglutinantes inorgânicos e a cinética de cristalização, resultando num crivo molecular com uma qualidade muito superior Força de esmagamento. Esta robustez física combate diretamente o atrito mecânico e a formação de pó, assegurando que, mesmo sob o ciclo termodinâmico brutal das operações de TSA, o suporte mantém a sua integridade estrutural, protegendo os seus activos criogénicos a jusante e minimizando o OPEX durante uma vida útil prolongada de vários anos.
Cenários normalizados para tecnologias de remoção de CO₂
A seleção da via de descarbonização ideal requer, em última análise, a correspondência entre as suas restrições operacionais específicas e o enquadramento tecnológico correto. Com base em décadas de dados de engenharia de processos, padronizámos a seleção de tecnologia em quatro cenários operacionais definitivos.
Absorção química (Aminas)
O "padrão de ouro" da indústria para adoçamento de gás natural para serviços pesados.
- Fluxo ideal: > 100 MMSCFD
- CO₂ Gama: Moderado a elevado
- Vantagem chave: Grande capacidade de produção com < 1% de deslizamento de metano.
Membrana polimérica
Um módulo de separação puramente físico concebido para ambientes offshore exigentes.
- Fluxo ideal: Variável (Modular)
- Restrição: Limites severos de peso/espaço de convés
- Vantagem chave: Sem partes móveis, sem necessidade de solventes químicos.
Adsorção por oscilação de pressão (PSA)
Remoção de granulado altamente económica sem necessidade de energia térmica maciça.
- Fluxo ideal: < 50 MMSCFD
- CO₂ Gama: Ultra-alto (20% - 50%)
- Vantagem chave: Autociclagem de baixo OPEX, perfeita para a atualização do biogás.
Adsorção por oscilação de temperatura (TSA)
A derradeira proteção que utiliza crivos moleculares para a remoção profunda de vestígios.
- Especificação do alvo: < 50 ppm CO₂ (grau criogénico)
- Meios de comunicação social: Zeólito 13X de alto desempenho
- Vantagem chave: Proteção absoluta para permutadores de calor de alumínio brasado a jusante.
Para caudais elevados (> 100 MMSCFD) que enfrentam concentrações de CO₂ moderadas a elevadas, a absorção química através de aminas formuladas continua a ser a campeã indiscutível dos pesos pesados, desde que a instalação possa acomodar a enorme pegada física e as exigências térmicas. Se esse mesmo fluxo de gás estiver localizado num FPSO offshore, onde o espaço no convés e a carga de peso são severamente restringidos, as membranas poliméricas emergem como vencedoras, embora os operadores tenham de aceitar a penalização económica do elevado deslizamento de metano.
Ao lidar com concentrações ultra-altas de CO₂ (20% a 70%) típicas do gás associado à Recuperação Melhorada de Petróleo (EOR), a separação a granel necessita frequentemente de Destilação Criogénica (como a tecnologia CFZ), utilizando o envelope de fase para congelar ou liquefazer o CO₂ num fraccionador antes do polimento.
Em última análise, o ciclo de decisão fecha-se no limiar da criogenia. Independentemente de uma unidade de aminas ou de um skid de membranas efetuar o trabalho pesado para a remoção do volume, a física intransigente da liquefação dita que uma unidade de adsorção por oscilação de temperatura (TSA), armada com 13X altamente resiliente ou peneiras moleculares especializadas, deve ser a barreira final. Ao compreender estes limites termodinâmicos e ao avaliar rigorosamente o CAPEX, o OPEX e a durabilidade mecânica dos meios selecionados, os engenheiros podem construir uma instalação de processamento de gás resiliente capaz de satisfazer as exigências rigorosas do mercado global de energia.








