Процесс HEFA: полное руководство по производству SAF — от химических процессов до выбора молекулярных сит
Что такое процесс HEFA?
HEFA (гидроочищенные эфиры и жирные кислоты) — это основной промышленный способ производства экологически безопасного авиационного топлива (SAF). Сертифицированный в 2011 году в соответствии с приложением A2 к стандарту ASTM D7566, этот метод стал первым способом производства SAF, получившим международное одобрение в качестве топлива. На сегодняшний день эта технология по-прежнему используется для обеспечения более 951 TP3T всех полетов на SAF.
Принцип прост: масла и жиры — отработанное кулинарное масло, животный жир, растительные масла — подвергаются ряду химических реакций с участием водорода, в ходе которых удаляется кислород, изменяется молекулярная структура, а длинные углеводородные цепи расщепляются до длины, точно соответствующей требованиям к авиационному топливу. В результате получается готовый к использованию синтетический парафиновый керосин (HEFA-SPK), который можно смешивать в соотношении до 50:50 с обычным Jet A-1 и использовать в существующей топливной инфраструктуре аэропортов.
Однако для понимания процесса HEFA на уровне, имеющем значение для проектирования завода, определения технических характеристик оборудования или принятия инвестиционных решений, необходимо выйти за рамки уравнений реакций. Каждый этап между реакционными сосудами — очистка, дегидратация и удаление примесей — имеет такое же важное значение, как и сама химическая реакция. Катализаторы, которые управляют реакциями HEFA, чрезвычайно чувствительны к воде, азоту, сере и следам металлов. То, что удаляет эти «яды» между этапами, — это слой технологий, который пропускают в большинстве статей: адсорбенты на основе молекулярных сит и промышленные системы очистки.
В данном руководстве подробно рассмотрены все основные этапы процесса HEFA, при этом особое внимание уделено часто упускаемому из виду этапу очистки — ведь на реальном заводе именно то, что происходит между реакторами, определяет, будет ли химический процесс работать вообще.
Сырье HEFA — что вкладываешь, то и получаешь
Выбор сырья определяет все последующие решения: выбор катализатора, конструкцию защитного слоя, расход водорода и, в конечном итоге, выход продукта. Технология HEFA позволяет перерабатывать чрезвычайно широкий спектр материалов на основе липидов, однако каждая категория характеризуется собственным набором примесей.
| Категория сырья | Типичные источники | Основные риски, связанные с примесями | Проблемы последующей переработки |
|---|---|---|---|
| Отработанное кулинарное масло (ОКМ) | Фритюрницы для ресторанов и промышленного использования | Высокое содержание свободных жирных кислот (СЖК), фосфора и растворенных металлов | Сильная дезактивация катализатора при отсутствии надежных защитных слоев |
| Животные жиры (жир) | Отходы скотобойни и переработки отходов | Повышенное содержание соединений азота и серы | Выделение аммиака из секции HDN приводит к отравлению катализаторов изомеризации, расположенных ниже по потоку |
| Растительные масла | Соя, рапс/канола, пальма | Меньшая концентрация примесей, но существуют опасения относительно конкуренции с продуктами питания | Нормативно-правовой риск в рамках программы ЕС «ReFuelEU» (запрет на использование сырья из продовольственных культур) |
| Дистиллят пальмовых жирных кислот (PFAD) | Побочный продукт переработки пальмового масла | Очень высокое содержание свободных жирных кислот (70–90%), качество варьируется | Требует интенсивной предварительной обработки и высокого расхода водорода |
| Масло водорослей | Культивируемые микроводоросли | Новые профили примесей, высокое содержание воды | Не проверено в промышленных масштабах; требования к предварительной обработке пока находятся в стадии определения |
Общим для всех этих видов сырья является то, что ни один из них не поступает в реактор в чистом виде. Фосфор в отработанном кулинарном масле — часто от 50 до 200 ppm — может необратимо отравить катализаторы гидроочистки, рассчитанные на содержание менее 5 ppm. Вода, растворенные соли и полярные органические соединения должны быть удалены до того, как они достигнут контура реактора высокого давления.
Именно здесь вступает в действие первый этап очистки — и именно здесь технология молекулярных сит становится незаменимой задолго до производства первой бочки SAF.
Основные этапы процесса HEFA — от триглицеридов до авиационного топлива
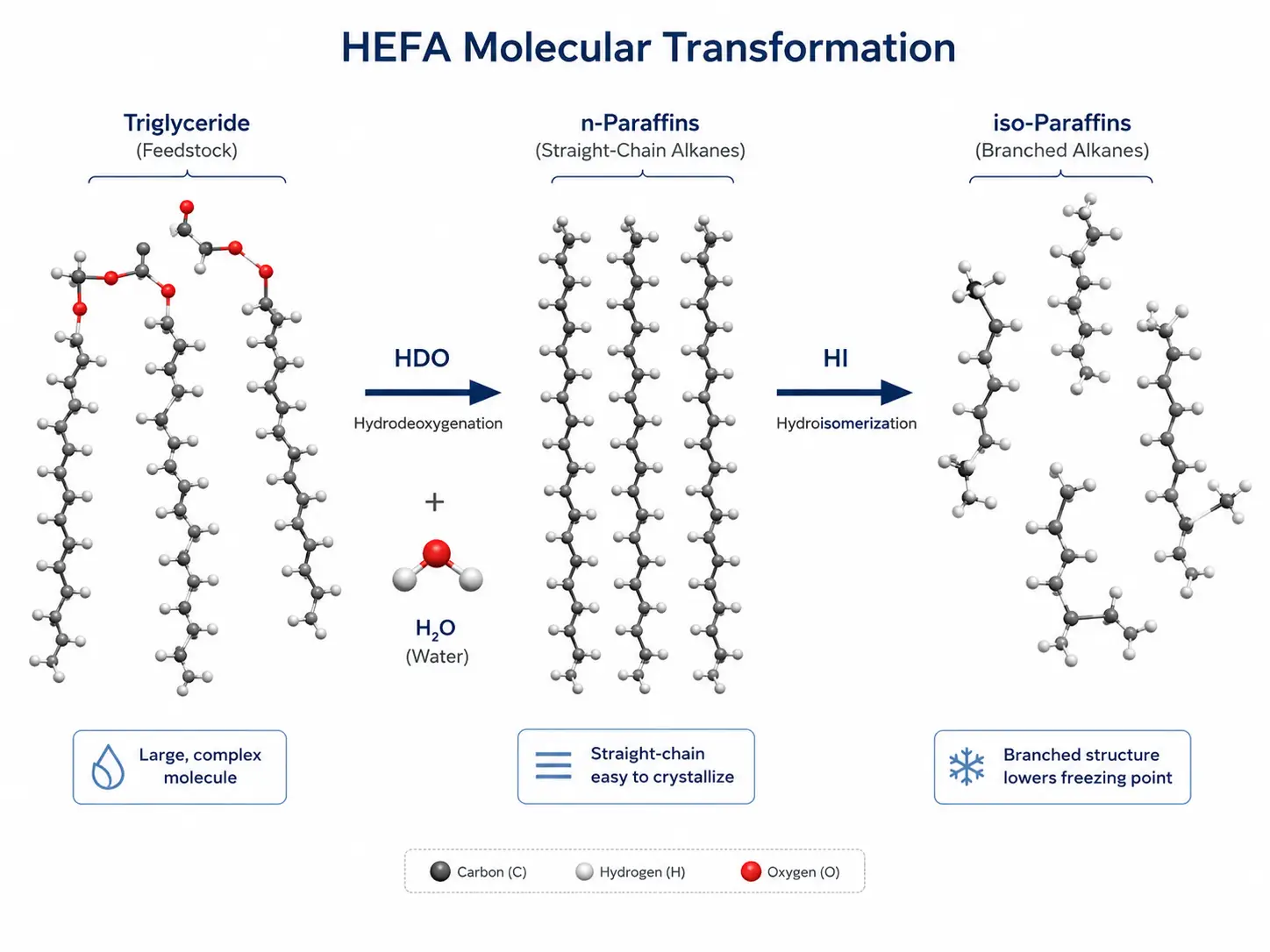
Процесс HEFA — это не единичная реакция типа «черного ящика». Это тщательно упорядоченная цепочка из трёх основных этапов преобразования, каждый из которых выполняет определённую операцию «редактирования» молекулы. Схема их понимания проста: HDO определяет целостность углеродного скелета, гидроизомеризация — характеристики текучести при низких температурах, а фракционирование — распределение продукта. Каждый этап зависит от предыдущего, и загрязнение на любом из них вызывает цепную реакцию в последующих этапах.
Гидродезоксигенация (HDO) — удаление кислорода из триглицеридов
Триглицериды — молекулярная форма жиров и масел — представляют собой, по сути, три длинные цепи жирных кислот (обычно C16–C18), этерифицированные с глицериновым остовом, в структуре которого содержится шесть атомов кислорода. Чтобы превратиться в углеводородное топливо, каждый из этих атомов кислорода должен быть удален.
Реактор HDO осуществляет этот процесс при высоких температурах и давлении — обычно от 280 до 340 °C и от 50 до 100 бар — в присутствии водорода и сульфидированного биметаллического катализатора, чаще всего никель-молибдена на носителе из оксида алюминия (NiMo/Al2O3). В ходе этой реакции триглицериды расщепляются на три цепи свободных жирных кислот и гидрогенизируются, при этом кислород выделяется преимущественно в виде воды (путь HDO) и в меньшей степени в виде CO и CO2 (пути декарбоксилирования и декарбонилирования).
Выбор между этими конкурирующими путями имеет экономическое значение. При HDO сохраняется полная длина углеродной цепи (C18 → C18), но расходуется больше водорода. При декарбоксилировании расходуется меньше водорода, но теряется один атом углерода на цепь (C18 → C17), что снижает общий выход углерода. Соотношение n-парафинов C17 к C18 в продукте реактора является отраслевым показателем селективности HDO. Ведущие составы катализаторов — такие как Mo/Al компании Topsoe2O3 система — может обеспечить селективность по пути HDO до 97%, что позволяет максимально увеличить долю возобновляемого углерода в топливном продукте.
Сток из реактора HDO содержит не только н-парафины. Он содержит воду, образовавшуюся в результате реакции (примерно 100–120 кг на тонну сырья), а также аммиак, образовавшийся из азотсодержащих соединений, и сероводород, образовавшийся из серы в сырье. Если что-либо из этого попадает в следующий реактор, последствия будут серьезными: водяной пар и аммиак отравляют катализаторы на основе благородных металлов на этапе гироизомеризации. Даже следовые количества могут резко снизить активность изомеризации в течение нескольких часов.
Гидроизомеризация и гидрокрекинг — создание молекул для холодного неба
Н-парафины с прямой цепью, получаемые из HDO, имеют один существенный недостаток: они замерзают. Н-алкан C16–C18 затвердевает при температурах значительно выше 0 °C, тогда как топливо Jet A-1 должно оставаться жидким при температуре до −47 °C на крейсерской высоте. Разрыв между тем, что производит HDO, и тем, что требуется для авиационного двигателя, устраняется с помощью реактора гидроизомеризации (HI).
HI преобразует прямоцепочечные парафины в разветвленные изопарафины посредством механизма действия бифункционального катализатора. Металлические центры (обычно платина или палладий) обеспечивают гидрогенизационно-дегидрогенизационную активность; кислотные центры на носителе катализируют перегруппировку скелета. Сам материал носителя имеет решающее значение — и именно здесь цеолиты и молекулярные сита вступают в химический процесс, а не только в процесс очистки. SAPO-11 имеет точно определенную структуру пор размером 0,39 нм × 0,63 нм с эллиптическими каналами в виде 10-членного кольца. Эта селективная по форме структура способствует образованию моноразветвленных изомеров с значительно более низкими температурами замерзания, одновременно сводя к минимуму нежелательный крекинг с образованием более легких продуктов.
Одновременно в процессе контролируемого гидрокрекинга более длинные цепи (C18–C22) расщепляются до углеродного диапазона реактивного топлива (C8–C16). Искусство этапа HI заключается в балансировке этих двух реакций: проводить изомеризацию в объеме, достаточном для соответствия спецификации по температуре замерзания −47 °C, но не допускать чрезмерного крекинга — каждый атом углерода, который в итоге попадает в нафту или топливный газ, — это углерод, который не стал реактивным топливом.
Именно здесь становится актуальным выбор между одноступенчатой и двухступенчатой конфигурацией. При одноступенчатом режиме работы («кислый режим») выходной поток HDO поступает непосредственно в реактор HI без промежуточной очистки. Присутствующие аммиак и сероводород подавляют активность катализатора на основе благородных металлов на 70–90 %, ограничивая степень изомеризации и выход SAF — как правило, ниже 15 % от общего объема жидкого продукта. При двухступенчатом режиме работы («сладкий режим») сток HDO подвергается промежуточной газожидкостной сепарации и очистке перед поступлением в реактор HI, который затем работает без NH3 и H2Активность S-изомеризации увеличивается в 3–5 раз, а доля SAF в ассортименте продукции возрастает до 75–80 %.
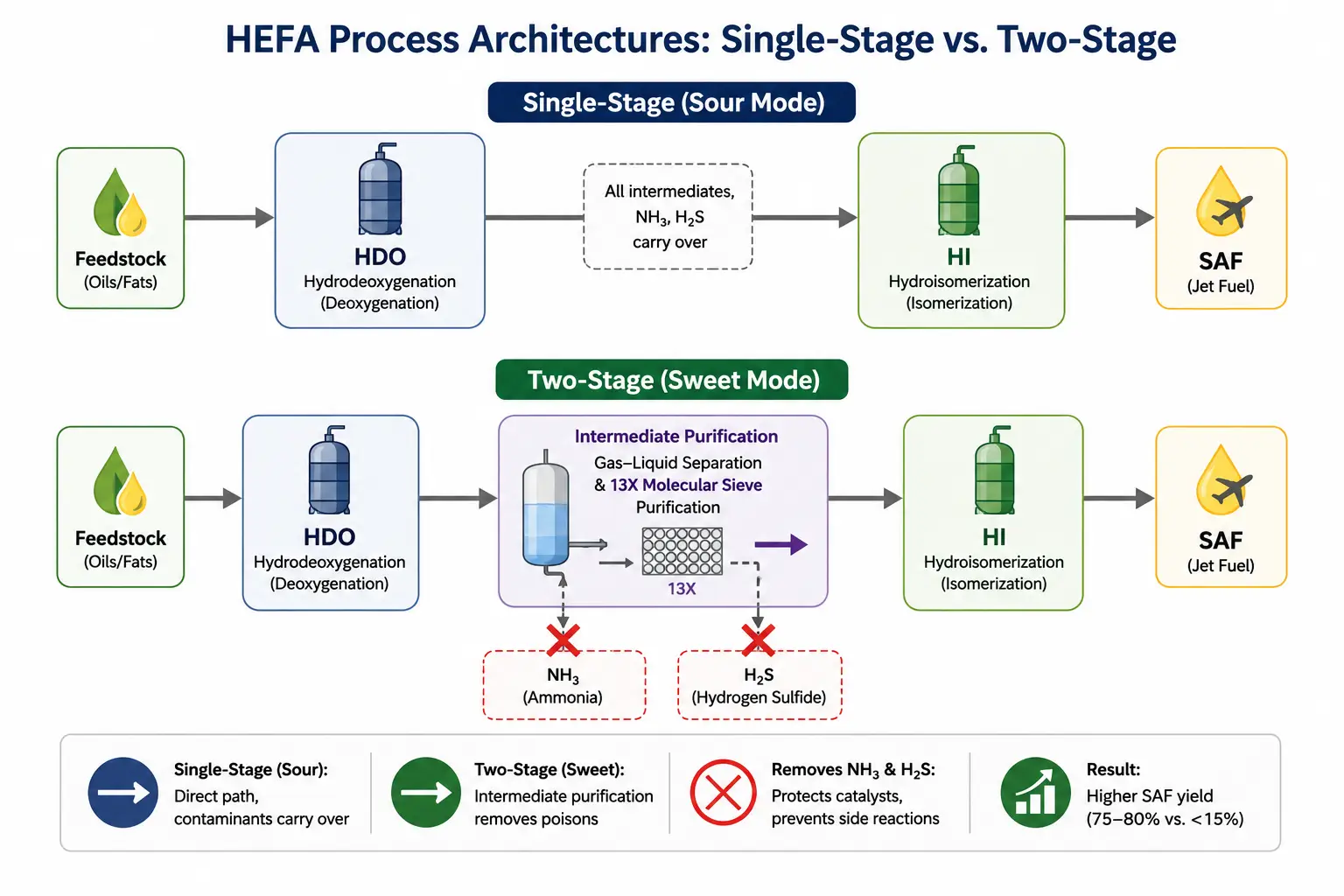
Коммерческие последствия очевидны: завод, на котором отсутствует промежуточный этап очистки — или он организован ненадлежащим образом, — не является заводом по производству топлива из возобновляемых источников (SAF). Это завод по производству дизельного топлива из возобновляемых источников, выпускающий лишь символическое количество авиационного топлива.
Фракционирование и купажирование — заключительный этап
Смешанный выход из реактора разделяется путем дистилляции на четыре фракции продукта: топливный газ и сжиженный нефтяной газ (С1–С4), нафта (С5–С12), фракция SAF (синтетический парафиновый керосин С8–С16) и возобновляемый дизельное топливо (С10–С22). В режиме максимального производства SAF фракция авиационного топлива составляет 75–80 % от общего объема жидкой продукции, а остальная часть распределяется между дизельным топливом и нафтой.
Затем чистый HEFA-SPK смешивают с обычным топливом Jet A-1 в пропорции до 50 % по объему, что соответствует предельному значению, установленному стандартом ASTM D7566. Ограничением является содержание ароматических углеводородов: HEFA-SPK является практически на 100 % парафиновым топливом, практически не содержащим ароматических углеводородов, в то время как спецификации на авиационное топливо требуют как минимум 81 % ароматических углеводородов для обеспечения разбухания эластомерных уплотнений в топливных системах самолетов. Предельное значение смеси в 50% обеспечивает достаточный перенос ароматических углеводородов из части обычного реактивного топлива.
Добавки — улучшители смазывающих свойств, антиокислители и, в некоторых случаях, антистатические добавки — дополняют состав, и готовое топливо получает новое обозначение D1655 Jet A-1, не отличающееся по характеристикам и способу использования от своего ископаемого аналога.
Недооцененный очистительный слой — как молекулярные сита определяют эффективность фильтров HEFA
В ходе публичного обсуждения процесса HEFA примерно 95% внимания уделяется химии реактора и характеристикам катализатора. Однако надежная работа любой промышленной установки HEFA зависит от «пятого этапа», который незаметно протекает параллельно основному процессу: это распределенная сеть установок очистки с использованием молекулярных сит, размещенных в четырех стратегически важных точках. Если исключить этот уровень из вашей ментальной модели HEFA, то вы получите схему химического эксперимента, а не действующий производственный объект.
В данном разделе подробно рассмотрены все четыре этапа очистки. Для каждого из них основной вопрос остается одним и тем же: что необходимо удалить, что произойдет, если этого не сделать, и какой тип молекулярного сита лучше всего подходит для этой задачи?
Предварительная обработка сырья — защита фильтрующего слоя
Прежде чем сырье поступает в реактор HDO, оно проходит через линию предварительной очистки, предназначенную для улавливания загрязнений, которые в противном случае могли бы необратимо повредить катализаторы, расположенные ниже по технологической цепочке. В то время как катализаторы защитного слоя внутри реактора HDO обеспечивают удаление фосфора и металлов на уровне реакции, этап физической адсорбции, расположенный выше по технологической цепочке, служит последней линией защиты.
Отработанное пищевое масло и животные жиры поступают в реактор с растворенной водой (0,1–0,5 % по массе), водорастворимыми солями, полярными органическими соединениями и микроэлементами. Вода, поступающая в реактор HDO, снижает парциальное давление водорода за счет разбавления, способствует побочным реакциям водородно-газового сдвига, которые потребляют ценный водород, и ускоряет гидротермальное спекание катализатора. Полярные соединения и соли металлов при контакте отравляют активные центры.
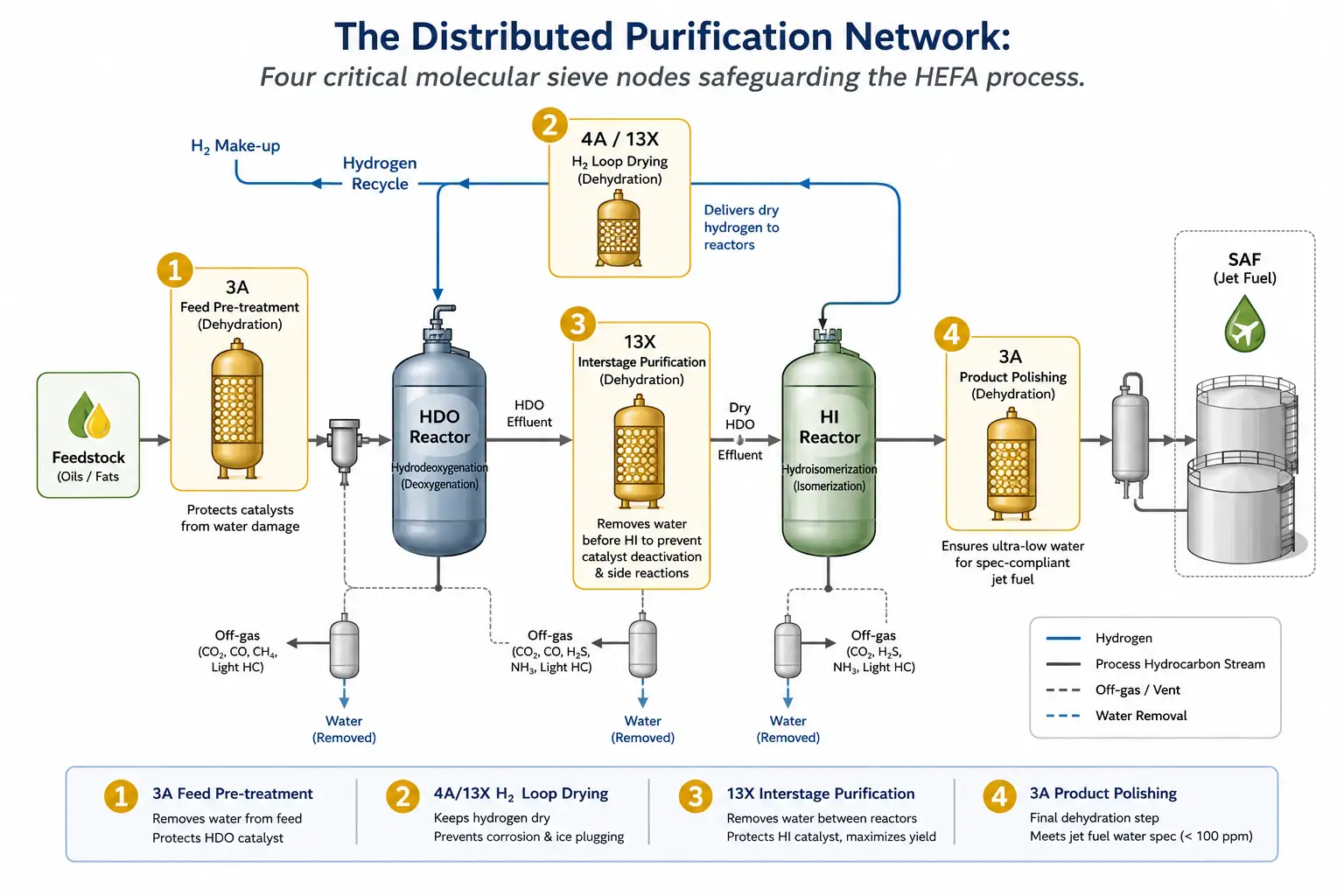
Решением служит адсорбционный блок предварительной очистки, заполненный молекулярным ситом 3A и активированным оксидом алюминия, установленный перед нагревателем сырья. Размер пор сита 3A — примерно 3 Å — рассчитан на прохождение молекул воды (кинетический диаметр ~2,65 Å) при одновременном задержании более крупных молекул углеводородов (4–10 Å). Вода проникает в поры и адсорбируется; более крупные органические молекулы остаются в объемной жидкой фазе, что предотвращает как закупорку пор, так и риск экзотермической реакции при соадсорбции углеводородов. Активированный оксид алюминия в том же слое улавливает полярные соединения благодаря амфотерной химии своей поверхности.
Влияние на срок службы катализатора поддается количественной оценке: эффективная адсорбция на этапе предварительной очистки позволяет увеличить интервалы между заменами катализатора в защитном слое на 30–50 % (TP3T), что напрямую снижает как затраты на закупку катализатора, так и время простоя производства.
Осушка газа, возвращаемого в цикл — защита катализатора на основе благородных металлов
В ходе реакции HDO образуется примерно 100–120 кг воды на тонну переработанного сырья. После охлаждения и сепарации выходящего из реактора продукта поток газа, обогащенного водородом, — все еще насыщенный водяным паром с точкой росы 40–60 °C — возвращается на вход реактора. Если эту влагу не удалить, она накапливается в контуре, постепенно разбавляя парное давление водорода, снижая скорость реакции HDO и ускоряя дезактивацию катализатора в результате гидротермального спекания.
В двухступенчатой конфигурации последствия становятся ещё более серьезными: влага, попадающая в реактор HI, вызывает отравку катализаторов на основе платины и палладия. Отраслевые данные показывают, что длительное воздействие концентраций влаги в поступающей воде выше 50 ppm может привести к заметному снижению активности изомеризации. При более высоких нагрузках влаги выход SAF может упасть с расчетного целевого значения 75% до уровня ниже 50% в течение нескольких дней.
Стандартным решением является осушитель с рециркуляцией водорода — двухслойная установка с термоциклической адсорбцией, заполненная молекулярным ситом 4A или 13X в зависимости от состава газа. Молекулярное сито 4A (размер пор ~4 Å) избирательно адсорбирует воду, не задерживая при этом большинство углеводородов. При типичных условиях эксплуатации (40 °C и 30 бар) оно обеспечивает динамическую адсорбционную способность по воде от 20 до 22 % по массе. Целевая точка росы на выходе составляет −60 °C или ниже, что соответствует содержанию воды менее 10 ppmv. Когда CO2 содержится в значительных количествах в рециркуляционном газе, подбор специального адсорбента или установка специального улавливателя CO2 может потребоваться этап удаления, поскольку молекулярные сита как 4A, так и 13X адсорбируют CO2, при этом 13X обладает более высокой способностью к соадсорбции CO2 наряду с водой.
Конфигурация с двумя колоннами обеспечивает бесперебойную работу: пока одна колонна работает в режиме адсорбции (обычно от 8 до 24 часов в зависимости от расхода и влажности), вторая проходит термическую регенерацию при температуре от 200 до 300 °C с использованием отвода сухого продукта или азота.
Промежуточная дегидратация — ключ к режиму «Sweet»
Именно промежуточный этап очистки — оборудование, расположенное между реакторами HDO и HI в двухступенчатой схеме — в наибольшей степени отличает установку HEFA, оптимизированную для производства SAF, от завода по производству возобновляемого дизельного топлива.
При одноступенчатом режиме работы весь выходной поток HDO, включая воду, аммиак и сероводород, поступает в реактор HI. В этих условиях активность катализатора на основе благородных металлов снижается на 70–90 %, и установка производит преимущественно углеводороды дизельного диапазона с минимальным содержанием продуктов реактивного диапазона. При двухступенчатом режиме работы отходящий поток HDO подвергается охлаждению, газожидкостной сепарации, очистке от кислотных газов (аминная или водная промывка) и, наконец, доочистке на основе адсорбции на слое молекулярного сита.
В качестве адсорбционного наполнителя для данной операции обычно используется молекулярное сито 13X, поры которого имеют размер около 10 Å и позволяют одновременно адсорбировать остаточную воду, аммиак и следы сероводорода. Цель заключается в снижении концентрации аммиака на входе в реактор HI до уровня ниже 1 ppmv, при котором активность катализатора на основе благородных металлов проявляется в полной мере. В этих оптимальных условиях активность изомеризации увеличивается в 3–5 раз, а выход SAF увеличивается с менее чем 15 % до 75–80 % от общего объема жидкого продукта.
На промежуточную секцию очистки обычно приходится от 5 до 81 % от общей стоимости строительства двухступенчатой установки HEFA. Именно она определяет разницу в стоимости между заводом по производству дизельного топлива и заводом по производству авиационного топлива.
Очистка продукта — финальная доработка
Последний узел очистки расположен на границе между производством и хранением. Фракция дистиллированного SAF даже после прохождения всех предшествующих этапов переработки может поглощать растворенную влагу во время хранения в резервуарах — это следствие суточных перепадов температуры, в результате которых влажный окружающий воздух попадает в верхнюю часть резервуара. Растворенная вода, даже при концентрации ниже 50 ppm, представляет опасность на крейсерской высоте: по мере понижения температуры топлива до температуры окружающей среды (от −50 до −60 °C на высоте 35 000 футов) растворенная вода может выпадать в виде микроскопических кристаллов льда, которые забивают топливные фильтры и приводят к затуханию пламени в двигателе.
Заключительный этап доочистки продукта с помощью осушителя с молекулярным ситом 3A, работающего при температуре окружающей среды с часовой объемной скоростью прохождения жидкости от 4 до 12 ч−1 — снижает содержание растворенной воды до уровня ниже 15 ppm, что является практическим верхним пределом, при котором топливо Jet A-1 остается свободным от свободной воды во всем диапазоне летных режимов.
В совокупности эти четыре области применения молекулярных сит — 3A для предварительной очистки сырья, 4A или 13X для сушки с рециркуляцией водорода, 13X для промежуточной очистки и 3A для доочистки конечного продукта — образуют распределенную систему очистки, охватывающую весь процесс HEFA от резервуара для сырья до резервуара для продукта. О них редко упоминают в одном предложении с реакторами и катализаторами, которые доминируют в отраслевых дискуссиях. Но без них ни одна капля SAF не попадает в топливный форсунок самолета.
Поставщики технологий HEFA и конфигурации процессов
Для разработчиков проектов и инженерных команд, оценивающих варианты применения технологии HEFA, рынок коммерческих лицензиаров можно разделить на несколько четко определенных предложений. В приведенной ниже таблице представлены основные игроки рынка на основе общедоступной информации; при фактическом выборе технологии необходимо учитывать особенности сырья на конкретном объекте, структуру целевой продукции, а также возможность интеграции с существующей инфраструктурой нефтеперерабатывающего завода.
| Лицензиар технологий | Название процесса | Параметры настройки | Основные моменты Catalyst | Типовые проекты | Максимальная доходность SAF |
|---|---|---|---|---|---|
| Topsoe | HydroFlex | Одноступенчатый / Двухступенчатый | Катализатор HDO на основе Mo/Al₂O₃; селективность HDO по 97% | Montana Renewables, Phillips 66 Rodeo | ~75–80% |
| Honeywell UOP | Экофининг | Одноступенчатый / Двухступенчатый | Запатентованные катализаторы; более 50 действующих лицензий | Diamond Green Diesel, World Energy Paramount | ~75% |
| Axens | Веганский | Двухступенчатый | Первая коммерческая демонстрационная установка, эксплуатируемая более 8 лет | Galp, «Зеленый углерод» — развитие | ~75% |
| Neste | NExBTL (запатентованная технология) | Двухступенчатый с противоточным HI | Катализатор, поставленный компанией Ketjen | Порвоо, Сингапур, Мартинес (Marathon JV) | ~75% |
| Sulzer Chemtech | BioFlux | Однокамерный реактор с полным заполнением жидкостью | По лицензии компании Duke Technologies | Проекты в Таиланде, Малайзии и Уругвае | Н/Д (с упором на RD) |
Выбор поставщика технологической лицензии — важнейший первый шаг, но это лишь начало. Независимо от того, чей технологический пакет выбран, любой завод HEFA требует одинаковой базовой инфраструктуры очистки. Установки дегидратации с использованием молекулярных сит, промежуточной очистки и доочистки продукта не являются дополнительными опциями в проекте любого лицензиара; это обязательные технологические операции, которые необходимо определить, рассчитать и обеспечить поставщиками.
Установки дегидратации с использованием молекулярных сит, промежуточной очистки и доочистки продукта не являются дополнительными элементами в проектах какого-либо лицензиара. Это обязательные технологические операции, которые необходимо предусматривать независимо от того, какой технологический пакет выбран.
От проектирования технологического процесса до производительности установки — почему так важен этап очистки
В стандартном учебнике HEFA выделяют три основных блока: HDO, гидроизомеризацию и фракционирование. Однако любой проектировщик, который вел проект от этапа предварительного проектирования (FEED) до ввода в эксплуатацию, знает, что все три блока объединяет еще одна функция — этап очистки, без которого химический процесс был бы невозможен.
Экономическая логика проста. Катализаторы на основе благородных металлов HI обходятся от 1 450 000 до более 1 410 000 фунтов стерлингов за одну загрузку реактора. Незапланированная замена катализатора, вызванная отравкой водой или аммиаком, не только влечет за собой прямые затраты на замену, но и приводит к остановке производства — а крупный завод по производству SAF, производящий от 2 000 до 3 000 баррелей в сутки, теряет примерно 1–2 млн долларов дохода за каждый день незапланированного простоя. Системы очистки с использованием молекулярных сит, защищающие эти катализаторы, составляют от 3 до 5 % от общих инвестиций в завод, но влияют на более чем 70 % переменных эксплуатационных затрат благодаря своему воздействию на срок службы катализатора, выход продукта и надежность работы установки.
По мере того как мировые мощности по производству SAF будут расти с нынешних примерно 1,5 млн тонн в год до более чем 400 млрд литров в год, необходимых к 2050 году — что потребует, по оценкам, от 5 000 до 7 000 новых производственных объектов, согласно анализу IEA Bioenergy — этап очистки превратится из примечания в проекте в фактор, определяющий конкурентное преимущество. На заводах HEFA первого поколения выбор молекулярного сита рассматривался как второстепенный вопрос, и зачастую по умолчанию принимался любой адсорбент, указанный подрядчиком EPC. Следующее поколение, сталкивающееся с более узкими маржами, более разнородным отходным сырьем и более высоким регуляторным давлением в отношении эффективности производства, будет рассматривать спецификацию адсорбента как самостоятельную переменную оптимизации проекта.
Для инженеров, занимающихся сегодня проектированием новых установок HEFA, вывод очевиден: к выбору адсорбента следует подходить с такой же тщательностью, как и к выбору катализатора. Молекулярные сита, осушающие контур рециркуляции водорода, не являются товаром широкого потребления. Правильные технические характеристики, подкрепленные испытаниями с учетом конкретного применения и поставщиком с проверенным опытом в области очистки промышленных газов, могут означать разницу между пятью годами стабильной работы катализатора изомеризации и внеплановой остановкой уже в первый год.
Ссылки
- ASTM International. «ASTM D7566 — Стандартная спецификация на авиационное турбинное топливо, содержащее синтетические углеводороды». 2025 г. https://www.astm.org/d7566.html
- SkyNRG. «Основы технологии SAF — процесс HEFA». https://skynrg.com/sustainable-aviation-fuel/technology-basics/
- Бергверфф, Дж. «Производство SAF по технологии HEFA: химия и катализ». Decarbonisation Technology, май 2025 г. https://decarbonisationtechnology.com/article/329/saf-production-via-the-hefa-route-chemistry-and-catalysis
- Шифлетт, У. «Возобновляемые источники энергии, часть 2: в центре внимания — SAF». Digital Refining, 2025. https://www.digitalrefining.com/article/1003245/renewables-part-2-a-focus-on-saf
- Рабочая группа 39 МЭА по биоэнергетике. «Прогресс в коммерциализации биотоплива для авиации / экологически устойчивого авиационного топлива (SAF)». 2024 г. https://task39.ieabioenergy.com/
- ван Дайк, С. и др. «Возможные синергетические эффекты производства биотоплива, заменяющего традиционное, при дальнейшей совместной переработке на нефтеперерабатывающих заводах». IEA Bioenergy, 2019. https://www.ieabioenergy.com/
- Го, Б.Х.Х. и др. «Последние достижения в области каталитических путей преобразования для производства синтетического авиационного топлива из биоресурсов». Energy Conversion and Management, 2022. https://doi.org/10.1016/j.enconman.2021.114974
- CZapp. «Плюсы и минусы программы HEFA для SAF». https://www.czapp.com/analyst-insights/the-pros-and-cons-of-the-hefa-pathway-for-saf/
- Ketjen / Albemarle. «Портфель катализаторов ReNewFine». Источник: Decarbonisation Technology, май 2025 г.
- Jalon Zeolite. «Решения в области промышленных молекулярных сит и адсорбентов». https://www.jalonzeolite.com/products/
- Jalon Zeolite. «Примеры из практики». https://www.jalonzeolite.com/case-studies/
- Jalon Zeolite. «Технические возможности». https://www.jalonzeolite.com/capability/








