Технология и процесс гидрокрекинга: как современные нефтеперерабатывающие заводы превращают тяжелую нефть в высокоценные виды топлива
Что такое гидрокрекинг и какое место он занимает на нефтеперерабатывающем заводе?
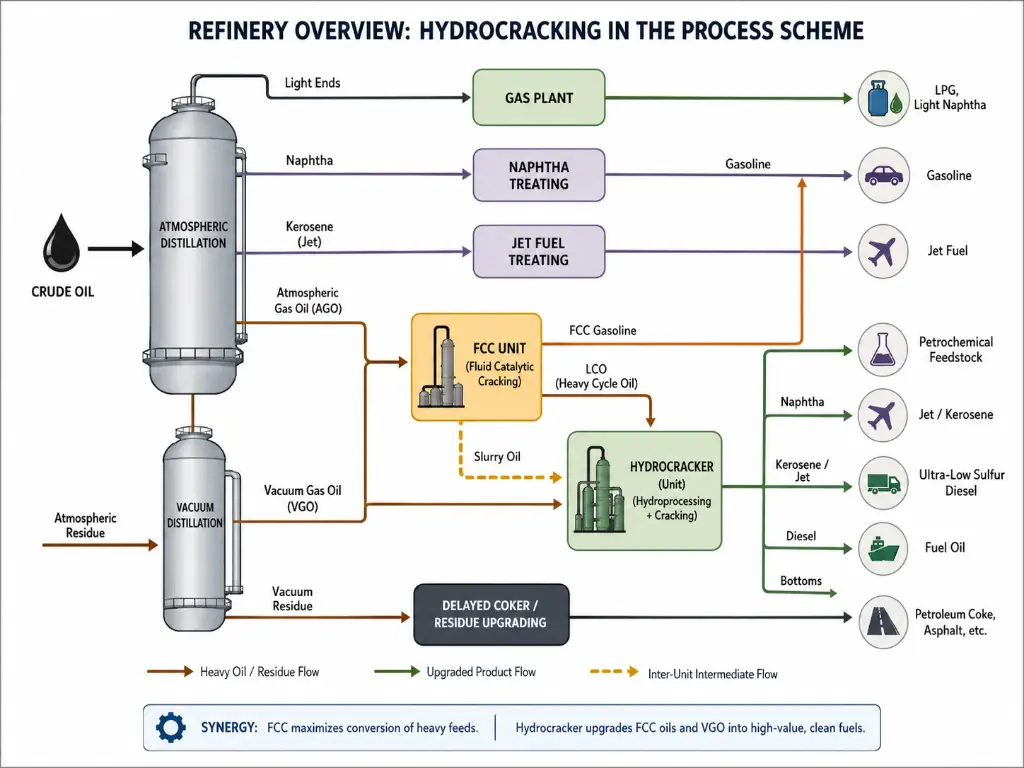
Нефтеперерабатывающий завод работает как предприятие по сортировке и обогащению сырья. С одной стороны поступает сырая нефть, а с другой — целый спектр продуктов: бензин, дизельное топливо, авиационное топливо, сырье для нефтехимической промышленности. Сортировку осуществляют установки атмосферной и вакуумной дистилляции: они разделяют нефть на фракции по температуре кипения. Однако одна только сортировка не позволяет в полной мере реализовать потенциал сырья. Тяжелые фракции, выходящие из нижней части дистилляционных колонн — газойли и остаточные потоки — слишком тяжелые, слишком ароматические и слишком загрязненные, чтобы продавать их как продукцию премиум-класса.
Именно здесь на помощь приходит гидрокрекинг.
Гидрокрекинг — это процесс каталитического гидрирования, при котором молекулы тяжелых углеводородов расщепляются на более легкие продукты с более высокой добавленной стоимостью. В отличие от простого термического крекинга, он протекает в среде с высоким содержанием водорода под высоким давлением, одновременно разрывая углерод-углеродные связи и насыщая фрагменты водородом. В результате получается ассортимент продуктов, в котором преобладают средние дистилляты — дизельное топливо, реактивное топливо и топочный мазут, — которые являются более чистыми, стабильными и ценными, чем исходное сырье, поступившее в установку.
В технологической схеме нефтеперерабатывающего завода гидрокрекинг-установка расположена ниже дистилляции и выше стадии купажирования продуктов. Он дополняет установку каталитического крекинга в жидкой фазе (FCC): установка FCC преобразует газойли в бензин посредством механизма отделения углерода, в то время как гидрокрекинг перерабатывает более ароматическое, трудноперерабатываемое сырье, которое не поддается крекингу на установке FCC — включая побочный продукт легкого циклического масла (LCO), который производит сама установка FCC. Вместе эти две установки конверсии составляют основу современного нефтеперерабатывающего завода с высоким уровнем конверсии.
Почему гидрокрекинг стал незаменимым? Здесь сходятся три фактора. Во-первых, экологические нормы требуют топлива с ультранизким содержанием серы, а богатая водородом среда гидрокрекинга позволяет снизить содержание серы и азота до уровня в несколько частей на миллион. Во-вторых, состав мировой нефти становится все тяжелее, в результате чего на перерабатывающие установки поступает все больше остаточных фракций. В-третьих, спрос на средние дистилляты — особенно на дизельное топливо в странах с развивающейся экономикой и на авиационное топливо для растущего авиаперевозки — продолжает расти, а гидрокрекинг является наиболее эффективным способом их производства.
Так что же на самом деле поступает в гидрокрекинг? Этот вопрос оказывается гораздо сложнее, чем кажется на первый взгляд.
Сырье: что используется в гидрокрекинг-установке?
Главным преимуществом гидрокрекинга является его универсальность в отношении сырья, однако такая универсальность влечет за собой определенные технические последствия. Различные виды сырья требуют разных конфигураций технологического процесса, разных катализаторов и разных стратегий эксплуатации. Прежде чем приступать к самому процессу, необходимо хорошо разобраться в особенностях сырья.
Наиболее лёгким из распространённых видов сырья для гидрокрекинга является лёгкий газойль прямого отгона (LGO), кипящий в диапазоне примерно 200–370 °C, причём вакуумный газойль (VGO) составляет большую часть коммерческого сырья. Эти потоки относительно чисты — с низким содержанием серы и азота — и могут перерабатываться в одноступенчатой конфигурации с умеренным потреблением водорода. На противоположном конце спектра вакуумный остаток — материал, остающийся после вакуумной дистилляции, кипящий при температуре выше 565 °C — содержит высокие концентрации металлов (никеля, ванадия), асфальтенов и полициклических ароматических углеводородов, которые быстро дезактивируют обычный катализатор с фиксированным слоем. Для переработки остатка требуется технология реакторов с кипящим слоем или суспензионным слоем, в которых катализатор можно непрерывно добавлять и извлекать.
Большинство промышленных установок гидрокрекинга работают в промежуточном диапазоне. Основным сырьем является вакуумный газойль (VGO), температура кипения которого обычно составляет от 350 до 565 °C. В зависимости от источника сырой нефти VGO может содержать от 0,5 до 4% по массе серы и от 500 до 3000 ppm азота — причем азот представляет собой более скрытую проблему. Органические соединения азота, даже в следовых количествах, являются сильными ядами для кислых центров на катализаторе гидрокрекинга. Именно поэтому каждый гидрокрекинг, независимо от конфигурации, начинается с этапа предварительной обработки.
| Тип сырья | Типичный источник | Диапазон кипения | Основная задача | Подходящий процесс |
|---|---|---|---|---|
| Прямой прогон LGO/VGO | Атмосферная/вакуумная дистилляция | 350–565 °C | Содержание серы и азота зависит от сорта нефти | Одноступенчатый или двухступенчатый |
| Масло для световых мотоциклов (LCO) | Побочный продукт FCC | 220–350 °C | Высокое содержание ароматических углеводородов (60–80%), трудно поддается крекингу | Двухступенчатый с водородом высокого давления |
| Газойль Coker | Отложенная коксование | 350–520 °C | Высокое содержание серы, азота и олефинов; нестабилен | Двухступенчатая система с предварительной очисткой |
| Атмосферные осадки | Остатки атмосферной дистилляции | 565 °C и выше | Металлы, асфальтены, высокая вязкость | Кипящий слой / Суспензия |
| Вакуумный осадок | Осадки вакуумной дистилляции | 565 °C и выше | Экстремальные металлы + асфальтены | Только в кипящем слое / в суспензии |
Требования к предварительной обработке плавно переходят к самому процессу. Любой гидрокрекинг, от самой простой одноступенчатой установки до самой сложной установки по обогащению остатка, состоит из логической последовательности этапов, в ходе которых загрязненное тяжелое сырье преобразуется в чистые продукты, соответствующие техническим требованиям.
Процесс гидрокрекинга: пошаговое описание
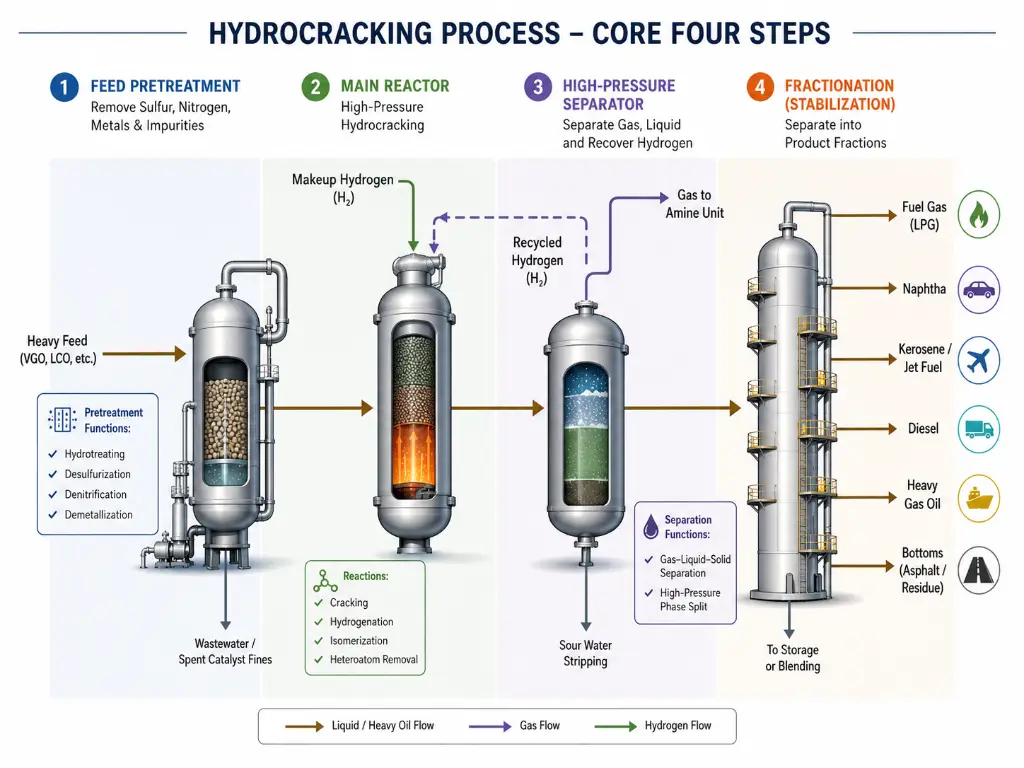
Гидрокрекинг — это не единичная реакция, происходящая в одном реакторе, а тщательно скоординированная последовательность из четырёх технологических этапов: предварительной обработки, реакции, сепарации и фракционирования. Каждый этап сопряжён с принятием важных производственных решений, которые имеют цепной эффект на последующие стадии и влияют на качество продукции, срок службы катализатора и рентабельность установки.
Предварительная обработка корма: подготовка перед основным процессом
Представьте себе, что предварительная очистка — это пункт досмотра и дезактивации перед входом в основной реактор. Если сера, азот и металлы попадают на катализатор гидрокрекинга без надлежащей очистки, они отравляют активные центры, блокируют поры и сокращают срок службы катализатора с нескольких лет до нескольких месяцев.
Реактор предварительной обработки работает в условиях, аналогичных условиям в реакторе крекинга: при температуре 300–400 °C и давлении водорода 50–150 бар. Внутри реактора катализатор на основе CoMo (кобальт-молибден) или NiMo (никель-молибден) обеспечивает протекание двух ключевых реакций. Гидродесульфуризация (HDS) преобразует органические соединения серы в сероводород (H₂S), а гидроденитрификация (HDN) — органические соединения азота в аммиак (NH₃). Требования к продукту, выходящему из секции предварительной обработки, строгие: содержание серы ниже 50 ppm, а азота — ниже 10 ppm; при этом двухступенчатые установки часто требуют содержания азота ниже 5 ppm для защиты катализатора на благородных металлах второй ступени. Содержание азота должно быть особенно низким, поскольку органические азотистые соединения нейтрализуют бренстедовские кислотные центры, которые стимулируют реакции крекинга на последующих стадиях (Topsoe, 2004).
Секция реакции: место, где происходит крекинг
Подготовленное сырье, очищенное от большинства примесей, содержащих гетероатомы, смешивается с нагретым сжатым водородом и поступает в реактор гидрокрекинга — сердце установки. Как правило, это реактор с неподвижным слоем и нисходящим потоком (капельным), содержащий несколько слоев катализатора, разделенных зонами охлаждения для регулирования температуры.
Процессы, происходящие внутри частицы катализатора, определяют химическую суть гидрокрекинга: это бифункциональный механизм. Каждая частица катализатора содержит два различных типа активных центров, расположенных на наноуровне. Металлические центры — как правило, сульфидированные никель-молибден или никель-вольфрам в большинстве реакторов, при этом платина или палладий используются в установках второго этапа, работающих в бессерной среде, — осуществляют гидрирование и дегидрирование. Они насыщают ароматические кольца водородом и, что особенно важно, образуют реакционноспособные промежуточные олефины путем удаления водорода из насыщенных углеводородов. Кислотные центры — расположенные на цеолитном или аморфном кремнеземно-глиноземном носителе — осуществляют сам процесс крекинга посредством β-разрыва, разрывая углерод-углеродные связи в промежуточных олефинах с образованием молекул меньшего размера.
Именно эта «хореография» двух сайтов делает гидрокрекинг селективным, а не беспорядочным процессом. Металлический центр активирует молекулу; кислотный центр расщепляет ее в определенном месте. Оба центра должны физически соприкасаться на нанометровом уровне — молекула, десорбированная с металлического центра, должна встретиться с кислотным центром, прежде чем она сможет повторно насытиться, иначе возможность крекинга будет упущена.
Рабочие условия отражают этот тонкий баланс. Температура в реакторе колеблется в диапазоне 300–450 °C, при этом точное заданное значение определяется реакционной способностью сырья и целевым уровнем конверсии. Давление колеблется от 80 до 200 бар — более высокое давление подавляет образование кокса за счет поддержания высокого парциального давления водорода, но значительно увеличивает затраты на сжатие. Часовая объемная скорость жидкости (LHSV), обычно составляющая 0,5–2,0 ч⁻¹, контролирует время пребывания: более низкое значение LHSV означает более глубокий крекинг, но меньшую пропускную способность. Соотношение водорода к нефти, обычно составляющее 1000–2000 Нм³ водорода на кубический метр сырья, обеспечивает достаточную доступность водорода на поверхности катализатора и способствует рассеиванию экзотермического тепла реакции (ScienceDirect, 2024).
Поскольку крекинг является сильно экзотермической реакцией, контроль температуры является основной задачей по обеспечению безопасности реактора. Каждый слой катализатора повышает температуру технологического потока на 10–30 °C. Между слоями в качестве охлаждающего агента впрыскивается холодный водород — простая, но тщательно отлаженная стратегия регулирования. Если температура слоя выходит из-под контроля, скорость реакции ускоряется экспоненциально, выделяя еще больше тепла, что еще больше ускоряет реакцию — возникает петля положительной обратной связи, которая может привести к спеканию катализатора или, в крайних случаях, к разрушению стенок реактора.
Управление водородом: невидимая основа
Затраты на водород составляют наибольшую долю переменных эксплуатационных расходов гидрокрекинговой установки, и их рациональное управление имеет такое же важное значение, как и управление катализатором. Типичная гидрокрекинговая установка полного преобразования потребляет 250–350 Нм³ водорода на тонну сырья, что делает её крупнейшим потребителем водорода на нефтеперерабатывающем заводе.
Водород выполняет сразу три функции: он является реагентом (насыщая продукты крекинга и удаляя гетероатомы), теплоносителем (отводящим тепло реакции от поверхности катализатора) и средством защиты катализатора (предотвращающим образование кокса за счет блокирования реакционноспособных предшественников кокса). Выходящий из реактора водород не выбрасывается — он проходит через сепаратор высокого давления, где его извлекают, очищают от H₂S и NH₃ и возвращают обратно на вход реактора. Свежий подпиточный водород компенсирует химическое потребление и потери при продувке. Крайне важно поддерживать чистоту рециркулирующего газа выше 90% водорода: накопление легких углеводородов (метана, этана) в контуре рециркуляции снижает парциальное давление водорода, уменьшая активность катализатора и ускоряя его дезактивацию.
Разделение и фракционирование: сортировка продуктов
Выход из реактора представляет собой сложную смесь: непрореагировавший водород, легкие углеводородные газы (C₁–C₄), жидкости нафты, средние дистилляты и непереработанная нефть. Для разделения этой смеси на продукты, соответствующие техническим требованиям, необходимо провести две последовательные стадии сепарации.
Сначала в сепараторе высокого давления из потока газа, обогащенного водородом, отводится фракция для рециркуляции. Жидкая фаза, теперь находящаяся под более низким давлением, поступает в фракционирующую колонну, где продукты отбираются в соответствии с диапазоном температур кипения: сжиженный нефтяной газ (ниже 20 °C), легкая нафта (20–80 °C), тяжелая нафта (80–180 °C), керосин/реактивное топливо (180–270 °C), дизельное топливо (270–370 °C) и непереработанная нефть (370 °C и выше). В двухступенчатой конфигурации непереработанная нефть направляется в специальный реактор второй ступени для дальнейшего крекинга. В одноступенчатой установке часть продукта может рециркулироваться на вход реактора для повышения общего коэффициента конверсии с 40–60 % за один проход до 70–80 % в целом.
Управление технологическими процессами и безопасность: обеспечение стабильности
Эксплуатация гидрокрекинговой установки предполагает управление системой в экстремальных условиях — при давлении водорода 200 бар и температуре 400 °C — когда грань между эффективной работой и катастрофическим отказом может быть весьма тонкой. Каждая промышленная гидрокрекинговая установка оснащена автоматической системой аварийного сброса давления. В случае скачка температуры или потери герметичности система выпускает содержимое реактора в факел в течение 15–20 минут, снижая давление в системе с более чем 200 бар до примерно 7 бар (barg) — достаточно быстро, чтобы остановить реакцию до того, как возникнут структурные повреждения.
Рутинный контроль температуры осуществляется с помощью системы охлаждения водородом между слоями. Цель состоит в том, чтобы удержать рост температуры в каждом слое катализатора на уровне ниже примерно 20 °C, обеспечивая стабильную работу без приближения к металлургическим пределам корпуса реактора. Операторы постоянно контролируют профили температуры слоев; появление «горячей точки» в одном из слоев может сигнализировать о канальном течении, загрязнении катализатора или неравномерном распределении потока — все эти явления требуют расследования до того, как они усугубятся.
Одноступенчатая или двухступенчатая система: выбор подходящей конфигурации
После того как основная схема технологического процесса станет понятной, возникает следующий вопрос: сколько стадий реакции требуется для данной технологии? Выбор между одностадийным и двухстадийным гидрокрекингом — это не вопрос того, «что лучше», а вопрос подбора конфигурации с учетом качества сырья, требуемого уровня конверсии и желаемого ассортимента продукции.
Одностадийный гидрокрекинг: простота при переработке легких сырьевых материалов
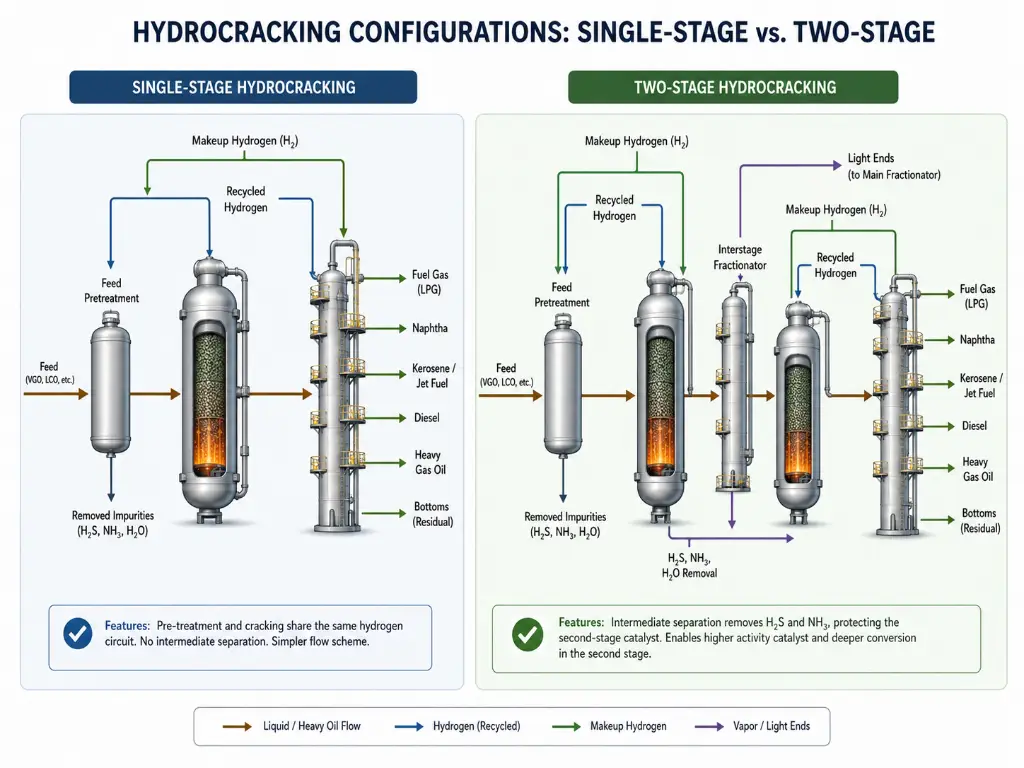
В одноступенчатой схеме реактор предварительной обработки и реактор крекинга используют общий контур водорода, при этом промежуточные продукты не отделяются. Вся сырьевая смесь последовательно проходит через оба реактора, а их объединенный выходной поток поступает непосредственно в секцию разделения.
Такая простота обеспечивает снижение капитальных затрат, уменьшение занимаемой площади и упрощение эксплуатации, что делает эту технологию предпочтительным выбором для переработки относительно легких сырьевых материалов с низким содержанием примесей, таких как прямой вакуумный газьоль из нефти с низким содержанием серы. Компромиссом является ограниченная степень конверсии: в режиме однократного прохождения типичная степень конверсии за один проход составляет 40–60 % по массе. Более высокую степень конверсии можно достичь путем рециркуляции части неконвертированного масла обратно на вход реактора, что повышает общую степень конверсии до 70–80 % по массе, однако рециркулирующий поток несет с собой неконвертированные полициклические ароматические углеводороды, которые накапливаются в контуре и в конечном итоге вынуждают проводить продувку.
Одноступенчатая каталитическая система должна работать в присутствии H₂S и NH₃, образующихся в процессе предварительной очистки. Эти газы частично ингибируют активные центры кислотного крекинга, что ограничивает достижимую степень конверсии за один проход, но при этом сдерживает чрезмерный крекинг с образованием газа и кокса, обеспечивая естественную селективность в пользу средних дистиллятов.
Двухступенчатый гидрокрекинг: максимальная гибкость при переработке сложных сырьевых материалов
В двухступенчатой схеме между стадиями добавляется важнейший этап: отделение продукта. После того как на первой стадии завершаются предварительная обработка и начальный крекинг, выходной поток подвергается фракционированию. Легкие продукты (нафта, керосин, дизельное топливо) отбираются в качестве готовых потоков. Непреобразованная нефть — теперь очищенная от H₂S и NH₃ — поступает в специальный реактор второй ступени, работающий в среде чистого водорода.
Именно эта промежуточная стадия разделения является ключом к преимуществам двухступенчатого процесса. Освободившись от H₂S и NH₃, которые ингибируют катализатор первой ступени, в реакторе второй ступени можно использовать более активные катализаторы — в том числе на основе благородных металлов, таких как платина и палладий, на высококислотных цеолитных носителях, — которые в условиях первой ступени быстро подверглись бы отравлению. Результатом является более глубокий крекинг за один проход, более высокая общая степень конверсии (90–99 % по TP3T) и возможность смещения профиля продукции в сторону дизельного топлива, реактивного топлива или нафты путем регулирования условий работы второго этапа.
Конечно, стоимость при этом выше. Двухступенчатые установки требуют наличия второго реактора, второго водородного контура (или более сложного общего контура), межступенчатого фракционера и большего запаса катализатора. Для нефтеперерабатывающего завода, перерабатывающего легкий чистый VGO в дизельное топливо, одноступенчатой установки может быть вполне достаточно. Для нефтеперерабатывающего завода, осуществляющего крекинг LCO из FCC, переработку газойля из коксового печи с высоким содержанием азота или стремящегося к максимальному увеличению производства реактивного топлива для растущего авиационного рынка — двухступенчатая конфигурация оправдывает свою более высокую стоимость.
Условия эксплуатации и технология реакторов
Понимание сути гидрокрекинга означает осознание противоречий между конкурирующими целями: глубина переработки против селективности продукта, активность катализатора против его долговечности, стоимость продукта против эксплуатационных затрат. Именно в рабочих параметрах, обеспечивающих баланс между этими противоречиями, и в конструкции реактора, в котором они реализуются, технологическая инженерия встречается с физической реальностью.
| Рабочий параметр | Типичный диапазон | Инженерная логика |
|---|---|---|
| Температура реактора | 300–450 °C | Нижняя граница определяется температурой запуска катализатора; верхняя граница ограничивается чрезмерным крекингом с образованием газа и быстрым образованием кокса |
| Давление в реакторе | 80–200 бар | Более высокое давление = более высокое парциальное давление водорода = снижение образования кокса + увеличение срока службы катализатора, но при этом возрастают затраты на сжатие и требуется увеличить толщину стенок реактора |
| LHSV (часовая скорость прохождения газа в жидкости) | 0,5–2,0 ч⁻¹ | Обратная величина времени пребывания; чем меньше LHSV, тем глубже крекинг за один проход, но тем ниже производительность установки |
| Соотношение водорода и нефти | 1 000–2 000 Нм³/м³ | Обеспечивает покрытие поверхности катализатора водородом и отводит тепло реакции; слишком низкое значение = образование кокса, слишком высокое = чрезмерная нагрузка на рециркуляционный компрессор |
Эти параметры не действуют независимо друг от друга. Повышение температуры увеличивает степень конверсии, но также ускоряет дезактивацию катализатора под действием кокса. Повышение давления подавляет образование кокса, но требует применения более дорогостоящих металлургических технологий и ведет к увеличению затрат на сжатие водорода. Искусство эксплуатации гидрокрекинга заключается в поиске оптимального режима — и его корректировке по мере старения катализатора и снижения его активности в течение 3–5-летнего цикла.
Конструкция самого реактора значительно варьируется в зависимости от степени тяжести сырья, как показано в приведенном ниже сравнении (Пенсильванский государственный университет, FSC 432(Университет штата Пенсильвания):
| Тип кровати | Размер частиц катализатора | Подходящее сырье | Основное преимущество | Ключевое ограничение |
|---|---|---|---|---|
| Стационарный слой | 1,5–3 мм | VGO, LCO, коксовый газойль | Простота эксплуатации, минимальные капитальные затраты, отработанная технология | Не подходит для сырья, содержащего металлы или асфальтены — они забивают фильтрующий слой |
| Кипящий слой | 0,8–3 мм | Остаток при атмосферном давлении, остаток при вакуумном давлении | Катализатор можно добавлять или удалять в режиме онлайн; подходит для металлов средней активности | Увеличение капитальных и операционных затрат; более сложная эксплуатация |
| Суспензионный / с расширением слоя | ~0,002 мм (в рассеянном состоянии) | Сверхтяжёлый вакуумный остаток | Максимальная производительность (95%+); справляется с самыми сложными материалами | Катализатор является одноразовым (расходуется); самые высокие эксплуатационные расходы |
Для подавляющего большинства промышленных гидрокрекинговых установок, перерабатывающих сырье в диапазоне VGO, стандартной остается конфигурация с неподвижным слоем — надежная, хорошо изученная и экономически эффективная. Технологии с кипящим слоем и в виде суспензии используются исключительно для переработки остатков, где их более высокая стоимость оправдывается еще более высокой стоимостью альтернативы: оставлением непереработанным того, что остается на дне бочки.
Рабочие параметры определяют технологическое окно, но именно молекулярное сито внутри катализатора определяет, что в итоге получается в рамках этого окна. Индивидуальная рецептура цеолита — это то, что позволяет либо выполнить план по выпуску продукции, либо мириться с компромиссами.
Узнайте о решениях на основе молекулярных сит«Цеолитный двигатель»: как молекулярные сита обеспечивают селективный крекинг
Если реактор — это сердце установки гидрокрекинга, а водород — ее жизненная сила, то цеолит, содержащийся в катализаторе, — это ее мозг: именно он определяет, какие молекулы подвергаются крекингу, насколько глубоко и с образованием каких продуктов. Именно этот аспект гидрокрекинга чаще всего упускается из виду в популярных публикациях, хотя именно в нем и заключается основной инженерный потенциал.
Структура пор: молекулярный «страж»
Цеолиты представляют собой кристаллические алюмосиликаты, отличающиеся одной характерной особенностью: трехмерным каркасом, пронизанным порами строго одинакового размера. В гидрокрекинге доминирующим цеолитом является ультрастабильный Y (USY), относящийся к семейству топологии FAU. Его структура содержит поры в виде 12-членного кольца диаметром примерно 0,74 нм, ведущие во внутренние суперклетки шириной примерно 1,2 нм (MDPI «Катализаторы», 2025).
Эти размеры не являются произвольными — они подобраны с учетом молекулярных размеров компонентов сырья, которые нефтепереработчик хочет подвергнуть крекингу. Нормальные парафины, кинетический диаметр которых составляет около 0,49 нм, свободно проникают в поры и быстро подвергаются крекингу. Изопарафины, кинетический диаметр которых составляет примерно 0,56 нм, проникают медленнее. Однокольцевые ароматические углеводороды (0,6–0,7 нм) могут проникнуть внутрь, если сначала подвергнутся гидрированию на ближайшем металлическом участке, что уменьшит их кинетический диаметр. Более крупные многокольцевые ароматические соединения — особенно трех- и четырехкольцевые, преобладающие в тяжелых крекируемых сырьевых материалах и остатках — приближаются к 1 нм или превышают его и физически исключаются из системы пор FAU, в то время как двухкольцевые ароматические соединения, доминирующие в LCO (0,7–0,9 нм), проникают только медленно и требуют предварительного гидрирования. Они должны либо подвергаться предварительному крекингу на внешних поверхностных кислотных центрах, либо проходить через мезопористую сеть, специально введенную в кристалл цеолита.
Это и есть селективность по форме — физическая основа названия «молекулярное сито» — и именно она является основной причиной того, что катализаторы на основе цеолитов превосходят катализаторы из аморфного кремнезема и глинозема в селективном гидрокрекинге. Аморфный катализатор без разбора предоставляет кислотные центры каждой молекуле в сырье. Цеолитный катализатор сначала фильтрует, а затем проводит крекинг, предпочтительно перерабатывая те молекулы, которые проходят через его поры.
Инженерия кислотных участков: контроль глубины растрескивания
Если структура пор определяет, что проникает внутрь, то кислотные центры внутри решают, что будет дальше. Каждый атом алюминия, заменивший атом кремния в каркасе цеолита, создает чистый отрицательный заряд, уравновешиваемый протоном (H⁺). Эти протоны являются кислотными центрами по Брёнстеду — каталитическими центрами, в которых происходит разрыв углерод-углеродной связи.
Плотность и активность этих кислотных центров определяются в первую очередь соотношением кремнезема к оксиду алюминия (SAR) в каркасе. Низкое значение SAR (например, 3–5) означает больше алюминия, больше кислотных центров и более высокую активность крекинга — но также и более низкую гидротермальную стабильность, поскольку каркасы с высоким содержанием алюминия более уязвимы к деалюминированию под действием пара при высокой температуре. Высокий показатель SAR (20–80, достигаемый путем удаления алюминия паром после синтеза для получения USY) означает меньшее количество, но более сильных и изолированных кислотных центров — и значительно лучшую стабильность в условиях гидрокрекинга.
Регулировка показателя SAR является основным инструментом нефтеперерабатывающего завода для управления селективностью продуктов. Катализатор с низким значением SAR и высокой плотностью кислотных центров склонен к чрезмерному крекингу — многократному расщеплению молекул и образованию большего количества газа и легкой нафты. Катализатор USY с высоким значением SAR, имеющий редкие, но сильные кислотные центры, склонен расщеплять каждую молекулу только один или два раза, что позволяет максимально увеличить выход средних дистиллятов. Один и тот же каркас цеолита Y-типа при разных значениях SAR может смещать ассортимент продукции от «максимального содержания нафты» к «максимальному содержанию дизельного топлива» — и все это без изменения аппаратного обеспечения реактора.
От цеолитного порошка до промышленного катализатора: связь в производстве
Путь от лабораторных кристаллов цеолита до промышленного катализатора гидрокрекинга, способного выдерживать давление 200 бар и температуру 400 °C в течение 3–5 лет, сам по себе представляет собой серьезную производственную задачу. Порошок цеолита — с кристаллами размером в микроны и пренебрежимо малой механической прочностью — необходимо преобразовать в экструдированные изделия или сферы размером в миллиметры, обладающие прочностью на сдавливание, достаточной для противодействия уплотнению слоя, структурой пор, способствующей молекулярной диффузии, и износостойкостью, позволяющей свести к минимуму пылеобразование, которое привело бы к увеличению перепада давления в реакторе.
Именно в этом процессе приготовления — смешивании порошка цеолита со связующими материалами (оксидом алюминия, глиной), перемешивании, экструзии, сушке и прокаливании — сосредоточена большая часть интеллектуальной собственности производителя катализатора. Связующее вещество не является инертным наполнителем; оно обеспечивает мезопористость, которая улучшает диффузию более крупных молекул, а его взаимодействие с цеолитом может изменять доступность кислотных центров. Целевые характеристики строго контролируются: прочность на раздавливание обычно выше 10 Н/мм (боковое раздавливание), потеря при истирании ниже 0,5 % по массе, а распределение объема пор сбалансировано между микропорами (в цеолите) и мезопорами (в связующем).
Различные технологии нефтепереработки требуют использования цеолитов с разными конфигурациями. Нефтеперерабатывающему предприятию, проводящему крекинг легкого вакуумного остатка (VGO) с целью получения максимального количества дизельного топлива, требуется USY с высоким показателем SAR, минимальной плотностью кислотных центров и составом, оптимизированным для работы в условиях диффузионного ограничения. Нефтеперерабатывающему предприятию, перерабатывающему легкий нефтяной остаток (LCO) в нафту для последующего каталитического риформинга, требуется цеолит с более низким показателем SAR и более высокой кислотностью, возможно, включающий вторичный цеолит, такой как ZSM-5 (топология MFI), более узкие каналы которого в виде 10-членного кольца (0,51–0,56 нм) обеспечивают дополнительный селективный по форме крекинг прямоцепочечных парафинов.
Именно здесь техническая компетентность производителя молекулярных сит напрямую влияет на экономическую эффективность нефтеперерабатывающих заводов. Способность адаптировать тип кристаллов (FAU, BEA, MFI, CHA), соотношение кремнезема и оксида алюминия, катионообменные свойства (редкоземельные элементы для обеспечения стабильности или определенные металлы для каталитической функции), размер кристаллов (D₅₀ от 0,5 до 10 мкм) и параметры формовки — а также обеспечить эту индивидуализацию с постоянством от партии к партии в рамках систем качества, сертифицированных по ISO — определяет, получит ли нефтепереработчик тот ассортимент продуктов и срок службы катализатора, на которые он рассчитывал, или же ему придется идти на компромиссы. Компании, обладающие глубоким собственным опытом в области синтеза и рецептур цеолитов, превращают этот критически важный материалный интерфейс в возможность для оптимизации, а не в ограничение при закупках. JALON Zeolite — публично котируемый производитель с более чем 28-летним опытом НИОКР в области молекулярных сит, шестью провинциальными исследовательскими платформами, пятью совместными университетскими лабораториями и полной возможностью индивидуальной настройки по типам кристаллов, диапазонам SAR и спецификациям катионов — является одним из таких поставщиков. Технические команды, оценивающие варианты молекулярных сит для гидрокрекинга или связанных с ним нефтеперерабатывающих процессов, могут ознакомиться с ассортиментом продукции JALON на сайте jalonzeolite.com.
Выход продукции, гибкость и интеграция с нефтеперерабатывающими заводами
Продукция гидрокрекинга не сводится к какому-то одному виду продукции — это гибкий ассортимент, который можно адаптировать к рыночному спросу. Типичная структура продукции двухступенчатого гидрокрекинга, работающего на сырье VGO, наглядно демонстрирует этот диапазон:
| Фракция продукта | Типичная производительность (wt%) | Основное назначение |
|---|---|---|
| Сжиженный нефтяной газ (С₃–С₄) | 5–10% | Топливо для приготовления пищи, сырье для нефтехимической промышленности |
| Легкая нафта (С₅–80 °C) | 10–15% | Смесь для производства бензина, сырье для установки крекинга этилена |
| Тяжёлая нафта (80–180 °C) | 25–35% | Сырье для каталитического риформинга (ароматические углеводороды BTX или высокооктановый бензин) |
| Керосин / авиационное топливо (180–270 °C) | 15–25% | Авиационное турбинное топливо Jet A-1 |
| Дизельное топливо (270–370 °C) | 20–30% | Компонент для дизельного топлива с ультранизким содержанием серы (ULSD) |
| Непереработанная нефть (370 °C и выше) | 5–20% | Подача FCC, компонент для мазута или рециркуляция до полного исчерпания |
Стратегическая ценность гидрокрекинга заключается в возможности переключения между этими видами продукции. Повышение температуры в реакторе на 10 °C, как правило, увеличивает степень конверсии на 5–8 процентных пунктов, смещая распределение продуктов в сторону более лёгких фракций. Переключение между режимами «максимальный дизель», «максимальное реактивное топливо» и «максимальная нафта» осуществляется путем регулирования температуры реактора, LHSV, а также — в двухступенчатых установках — выбора катализатора второй ступени и интенсивности процесса.
Именно такая гибкость в производстве делает гидрокрекинг-установку незаменимой на современном нефтеперерабатывающем заводе. Когда маржа на дизельное топливо высока (как это наблюдается на развивающихся рынках, где растут секторы грузовых перевозок и строительства), установка обеспечивает максимальный выход средних дистиллятов. Когда растет спрос на бензин или ароматические углеводороды, установка переключается на производство тяжелой нафты для каталитического риформинга. Когда потребление авиационного топлива резко возрастает — что обусловлено расширением авиаперевозок в Азии и на Ближнем Востоке — доля керосина в выпуске максимально увеличивается. Гидрокрекинг — это швейцарский армейский нож нефтеперерабатывающего завода.
При этом компания производит топливо, отвечающее самым строгим экологическим требованиям. В среде с высоким содержанием водорода происходит насыщение олефинов и ароматических углеводородов, в результате чего получается дизельное топливо с цетановым числом выше 50 и авиационное топливо с содержанием ароматических углеводородов ниже 25 % по объему — оба вида топлива с запасом соответствуют международным стандартам (Управление по информации в области энергетики США(2013 г.). Благодаря глубокой десульфуризации, присущей данному процессу, получаемый дизельное топливо может соответствовать требованиям к содержанию серы на уровне не более 10 ppm без использования отдельной установки гидроочистки.
В более широком контексте нефтепереработки гидрокрекинг и каталитический крекинг (FCC) действуют как взаимодополняющие процессы переработки. В процессе FCC из сырья диапазона VGO в основном получают бензин, при этом углерод откладывается на катализаторе в виде кокса. Гидрокрекинг-установка производит в основном средние дистилляты из побочного продукта FCC — ароматического LCO — и из более тяжелых, трудноперерабатываемых газойлей, добавляя водород вместо того, чтобы выделять углерод. Нефтеперерабатывающий завод, оснащенный обеими установками, может перерабатывать широкий спектр сортов сырой нефти, корректировать распределение продукции в соответствии с рыночными условиями и достигать общих уровней конверсии, недостижимых для любой из установок в отдельности.
Укажите свои требования к молекулярным ситам для гидрокрекинга
Индивидуальный тип кристаллов, соотношение кремнезема и глинозема, катионообменные свойства и параметры формования — все это основано на 28-летнем опыте научно-исследовательских и опытно-конструкторских работ в области цеолитов и производстве, сертифицированном по стандарту ISO.
Ссылки
- Topsoe. «Основы проектирования установок гидрокрекинга». 2004 г. https://www.topsoe.com/…
- ScienceDirect. «Гидрокрекинг — обзор». 2024. https://www.sciencedirect.com/topics/engineering/hydrocracker
- Университет Пенсильвании, Институт Даттона. «Области применения гидрокрекинга | FSC 432: Нефтепереработка». https://courses.ems.psu.edu/fsc432/node/716
- MDPI Catalysts. «Обзор достижений в области исследований цеолитных катализаторов для гидрокрекинга тяжелой нефти». 2025. https://www.mdpi.com/2073-4344/15/4/401
- Управление энергетической информации США. «Гидрокрекинг является важным источником дизельного топлива и топлива для реактивных двигателей». 2013 г. https://www.eia.gov/todayinenergy/detail.php?id=9650
- JALON Zeolite. Ассортимент продукции. https://www.jalonzeolite.com/products/
- JALON Zeolite. Контакты. https://www.jalonzeolite.com/contact/
- Цеолит JALON. Домашняя страница. https://www.jalonzeolite.com/








