Каталитическая депарафинизация: объяснение: Формоизбирательные цеолиты и почему качество катализатора начинается с сырья
Что такое каталитическая депарафинизация и почему она важна?
Каталитическая депарафинизация - это процесс переработки нефти, в ходе которого из нефтяных фракций избирательно удаляются воскообразные, длинноцепочечные нормальные парафины - путем их химического преобразования, а не физического отфильтровывания. Это важно, потому что парафин - враг холодного потока. Дизельное топливо, которое льется как мед при -10°C, или смазочное масло, которое загустевает в осадок при отрицательных температурах, - это продукт, который никто не будет покупать.

Три свойства холодного потока определяют, соответствует ли топливо или смазочный материал этому классу: точка застывания (самая низкая температура, при которой масло еще течет), точка облака (температура, при которой кристаллы воска впервые становятся видимыми), и точка закупорки холодного фильтра (CFPP) (температура, ниже которой засоряется топливный фильтр). Все три фактора зависят от содержания и длины цепочки н-парафинов - прямоцепочечных углеводородных молекул, которые при понижении температуры кристаллизуются во взаимосвязанные сети.
На современном нефтеперерабатывающем заводе каталитическая депарафинизация находится на пересечении двух бассейнов продуктов: дизельное топливо и печное топливогде спецификации зимних сортов требуют температуры застывания от -20°C до -40°C в зависимости от географии; и смазочные базовые маслагде температура застывания и низкотемпературная вязкость являются основными эксплуатационными параметрами для продуктов групп II и III. Понимание того, как работает процесс и что определяет эффективность катализатора, - это то, с чего начинается настоящая инженерная работа.
Каталитическая депарафинизация и депарафинизация растворителем: Два пути к снижению температуры застывания
Оба процесса нацелены на один и тот же результат - удаление воска для снижения температуры застывания, но работают на принципиально разных принципах. Один из них представляет собой физическое разделение, другой - химическое преобразование. Знание разницы определяет все последующие решения, касающиеся капитальных и эксплуатационных затрат, выхода продукции и ее гибкости.
| Размер | Каталитическая депарафинизация | Депарафинизация растворителем |
|---|---|---|
| Принцип | Селективный каталитический крекинг или изомеризация н-парафинов | Кристаллизация воска путем поэтапного охлаждения с последующей фильтрацией в роторном барабане |
| Основные расходные материалы | Катализатор на основе молекулярного сита, газообразный водород | Растворитель MEK (метилэтилкетон) или пропан, холодильная энергия |
| Рабочая температура | От умеренного до высокого (260-450°C) | Низкая (требуется охлаждение, обычно от -10 до -30°C) |
| Капитальные вложения | Низкая стоимость - нет больших холодильных и фильтрационных установок | Высшее - холодильная установка, барабанные фильтры, установка регенерации растворителя |
| Выход жидкого продукта | 80-85% (путь изомеризации), 65-75% (путь крекинга) | Переменная — позволяет избежать потерь из-за растрескивания, однако общая производительность ограничивается количеством масла, удерживаемого в восковом фильтрационном осадке. |
| Ценный побочный продукт | Легкие дистилляты (бензин, дизельное топливо) - воск разрушается | Слабый воск - пригоден для изготовления свечей, косметики, вазелина |
| Достигнута точка застывания | Возможна более глубокая редукция | Хорошие, но обычно мелкие |
Депарафинизация с помощью растворителя сохраняет свою ценность, когда нерастворенный воск имеет высокую рыночную цену. На предприятиях, интегрированных с переработкой воска - производство свечей, микрокристаллического воска косметического качества, вазелина, - побочный продукт - воск - может стать решающим фактором в экономике. Но для большинства современных нефтеперерабатывающих заводов каталитическая депарафинизация, благодаря сочетанию меньших капиталовложений, более высокого выхода жидкости и более глубокого снижения температуры застывания, является предпочтительным способом. Основу этого преимущества составляет катализатор, поэтому давайте рассмотрим, как он работает.
Выбирайте Catalytic, когда...
- Снижение капитальных вложений является приоритетом
- Более высокая доходность ликвидных активов является основой бизнеса
- Требуется более глубокое снижение температуры застывания
- Корм содержит серу (катализатор из цветных металлов ее переносит)
Выберите растворитель, когда...
- Воск для слабины имеет высокую рыночную цену
- Комплексная обработка воска (свечи, косметика)
- Имеется существующая холодильная инфраструктура
- Деактивация катализатора из-за загрязнения корма является проблемой
Как работает каталитическая депарафинизация: Селективность формы, крекинг и изомеризация
Реактор каталитической депарафинизации не является простым крекингом. В его основе лежит бифункциональный катализатор: тот, который несет в себе как кислотную функцию (цеолит, отвечающий за скелетную перестройку и расщепление цепей), так и металлическую (обычно платина, палладий, никель или никель-вольфрам, отвечающие за гидрогенизацию и дегидрогенизацию).
Последовательность реакций проходит по четкой хореографии. Алкан поступает в реактор и дегидрогенизируется на металлическом участке с образованием алкена. Алкен протонируется на участке кислоты Бронстеда в цеолите и превращается в ион карбения. Затем возникает критическая развилка: ион карбения может либо подвергнуться скелетной изомеризации (перестройка в разветвленный изомер, который остается в жидком продукте), либо β-расщеплению (расщепление на более мелкие фрагменты, которые выходят в виде газа и нафты). Какой путь будет преобладать, зависит от архитектуры пор цеолита, и именно здесь селективность формы становится определяющей переменной.
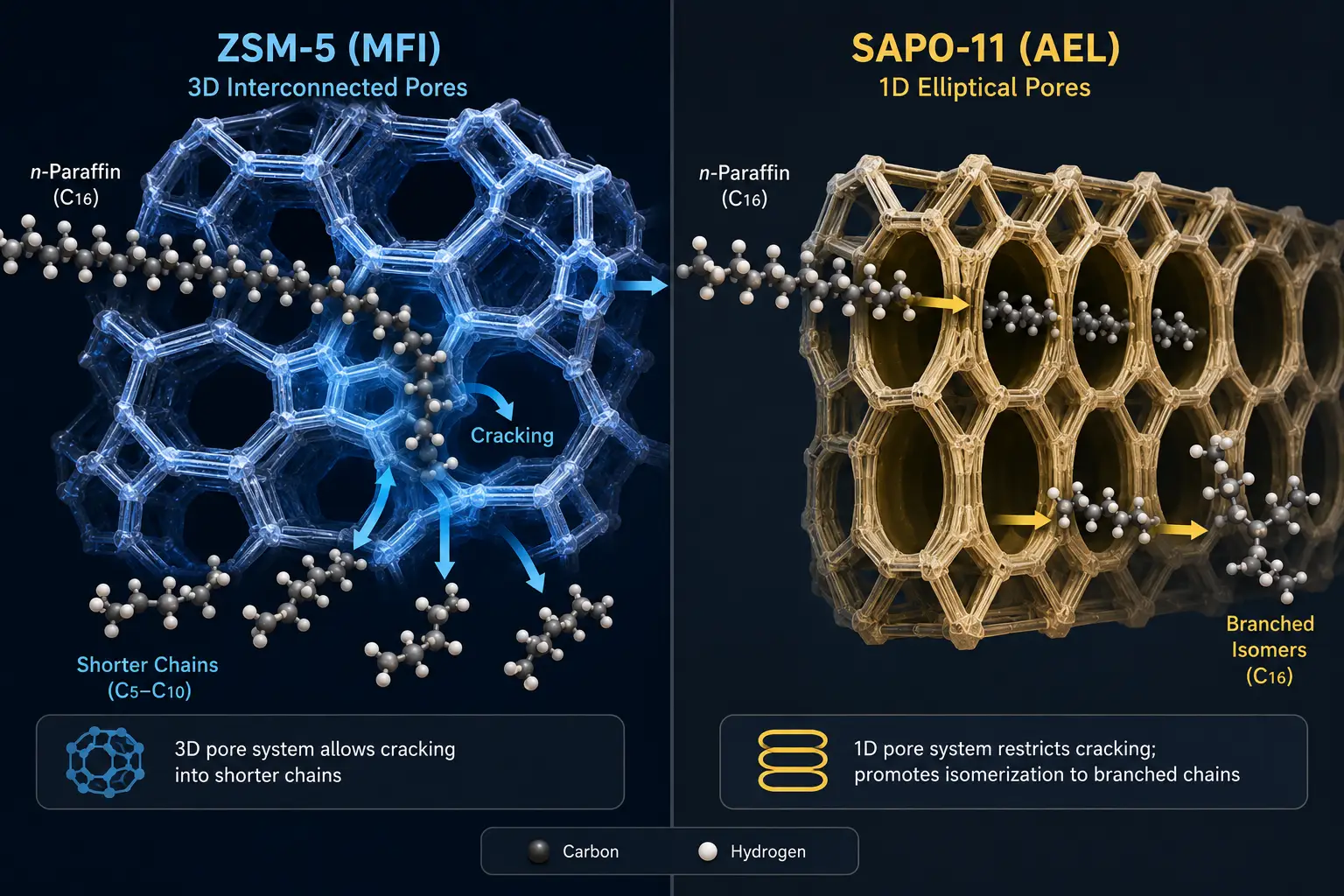
Путь крекинга: как ZSM-5 избирательно расщепляет молекулы воска
ZSM-5 с его топологией MFI - трехмерной пересекающейся системой 10-членных кольцевых каналов с диаметром пор около 0,55 нм - является наиболее широко используемым цеолитом в каталитической депарафинизации. Отверстия его пор достаточно велики для прохождения прямоцепочечного н-парафина, но слишком узки для прохождения разветвленного изопарафина. Это преимущественно селективность по форме реактива, с вторичными эффектами переходных состояний в местах пересечения каналовЦеолит не просто фильтрует молекулы по размеру в устье поры. Он различает их по пространственному объему переходного состояния реакции внутри каналов.
Как только воскообразный н-парафин попадает в канал ZSM-5, он сталкивается с кислотными участками, которые катализируют крекинг. Трехмерная геометрия пересечений означает, что после расщепления молекулы на два фрагмента эти фрагменты могут диффундировать в пересекающиеся каналы и подвергаться вторичному крекингу - свойство, которое обеспечивает более глубокое снижение температуры застывания ценой снижения текучести. Коммерческий процесс депарафинизации на основе ZSM-5, известный под названиями MLDW (Mobil Lube Dewaxing) и MDDW (Mobil Distillate Dewaxing), обычно проводится при температуре 325-400°C с использованием никеля или никель-вольфрама в качестве металла гидрирования для обеспечения устойчивости серы. Компромисс очевиден: выход жидкости составляет 65-75%, а остаток идет на газ и нафту. Для дизельного топлива, где холодный поток является главным требованием и некоторая потеря текучести допустима, этот способ является рабочей лошадкой (Университет штата Пенсильвания, 2014).
Путь изомеризации: как SAPO-11 реорганизуется без разрушения
Там, где трескается ZSM-5, перестраивается SAPO-11. Это силикоалюмофосфатное молекулярное сито - топология AEL, одномерные 10-членные кольцевые каналы с овальными порами размером примерно 3,9 × 6,3 Å - является основой технологии изодепарафинизации Chevron. Одномерная архитектура каналов имеет ключевое значение: здесь нет пересечений каналов, где могут образовываться многоразветвленные изомеры, которые затем подвергаются вторичному крекингу. Молекулы поступают в канал в одном направлении, изомеризуются на кислотном участке и выходят в виде моноразветвленных или диразветвленных продуктов, которые остаются в диапазоне кипения смазочного материала.
В результате получается принципиально иной профиль текучести. Выход жидкости достигает 80-85%, индекс вязкости сохраняется или немного улучшается, а газообразование минимально. Компромисс: катализаторы на основе SAPO-11 требуют использования благородного металла - обычно платины или палладия - в качестве компонента гидрирования, что требует низкосернистого сырья. Это делает маршрут изомеризации выбором по умолчанию для производства смазочных базовых масел (группы II и III), где максимизация выхода и сохранение индекса вязкости экономически необязательны, и где гидрокрекинг или гидроочистка уже очистили серу до однозначных уровней ppm. Родственные одномерные 10-членные кольцевые цеолиты - ZSM-22 (TON), ZSM-23 (MTT) и ZSM-48 - используют один и тот же принцип архитектуры пор и конкурируют в одном и том же пространстве применения (Топсоу, 2025 год).
- Более высокая стоимость газа и нафты
- Более глубокое снижение температуры застывания
- Устойчив к сере (металл Ni-W)
- Более низкая стоимость катализатора
- Минимальный расход газа
- VI сохранен или улучшен
- Требуется благородный металл (Pt/Pd)
- Требуется низкосернистое сырье
Цеолитные катализаторы для депарафинизации: ZSM-5, SAPO-11 и выбор в зависимости от сырья
Выбор катализатора депарафинизации не является универсальным. Он сводится к трем вопросам: (1) Высокое ли содержание серы в сырье? Если да, то вам нужен устойчивый к сере катализатор из неблагородных металлов - ZSM-5 с Ni-W. Если содержание серы низкое, можно использовать катализатор изомеризации из благородных металлов. (2) Является ли целевым продуктом дизельное топливо или смазочное базовое масло? Для дизельного топлива предпочтителен путь крекинга; для смазочных материалов необходим путь изомеризации, чтобы защитить выход и индекс вязкости. (3) Вы оптимизируете максимальный выход или максимальное понижение температуры застывания? Изомеризация обеспечивает первое, крекинг - второе. В соответствии с этой схемой типы катализаторов делятся на четкие группы по применению.
ZSM-5 (MFI): Рабочая лошадка для депарафинизации дизельного топлива и дистиллятов
ZSM-5 доминирует в области депарафинизации дистиллятов, поскольку он устойчив к воздействию серы и азота, характерных для потоков прямогонного и крекированного газойля. Соотношение SiO₂/Al₂O₃ в цеолите - настраиваемое в широком диапазоне, от примерно 18 до более 950 - контролирует плотность и прочность кислотных участков, что, в свою очередь, регулирует соотношение крекинга к изомеризации. Более высокое соотношение (более кремнистое) смещает селективность в сторону более мягкого крекинга и меньшего количества газа; более низкое соотношение обеспечивает большее количество кислотных участков и более глубокое снижение температуры застывания, но ценой более высокого выхода светлых кончиков.
В типичном гидроочистителе ULSD слой катализатора депарафинизации располагается ниже катализатора гидродесульфуризации и работает в общем водородном контуре высокого давления. Температурный профиль между слоями должен тщательно контролироваться: хотя стадия крекинга является эндотермической, общая гидроконверсия в богатой водородом среде обычно экзотермическая из-за одновременного гидрирования, а температурный градиент между слоями влияет как на проскок серы, так и на глубину депрессии точки застывания. Рабочие температуры варьируются в диапазоне 260-454°C для дистиллятов, а парциальное давление водорода обычно превышает 50 бар.
Цеолиты SAPO-11 и 1D: Специалисты по изомеризации смазочных масел
Для производства смазочных базовых масел SAPO-11 (а также его одномерные цеолиты ZSM-22, ZSM-23 и ZSM-48) - самый подходящий двигатель. Процесс изодепарафинизации компании Chevron, представленный катализаторами ICR-404, ICR-408 и ICR-418, в сочетании с платиной позволяет достичь выхода жидкости более 80% при сохранении или незначительном улучшении индекса вязкости.
Сырьевая база для изомеризационной депарафинизации включает в себя гидрокрекированные днища (гидровакс), экстрагированные растворителем парафиновые рафинаты, просадочные парафины, содержащие воск 50-100%, и парафиновые продукты Фишера-Тропша. Каждое сырье имеет различное распределение длины цепи n-парафинов, и геометрия пор цеолита - в частности, одномерное ограничение, препятствующее образованию многоразветвленных изомеров, - позволяет сохранить выход при всем этом разнообразии. Это премиальный путь: более высокая стоимость катализатора (благородный металл), более жесткие требования к качеству сырья (низкое содержание серы), но более высокая экономичность продукта на баррель.
Новые катализаторы: Мезопористые цеолиты и наноразмерные SAPO-11
Стоит обратить внимание на два фронта развития. Первый, мезопористые цеолиты - коммерциализированные благодаря сотрудничеству Evonik-Zeopore, привносят вторичную мезопористость (поры 2-50 нм) в обычные микропористые кристаллы цеолита, значительно улучшая доступность активного участка и сокращая длину диффузионного пути. Сообщалось, что при депарафинизации дизельного топлива это позволило сократить потери продукта в пять раз по сравнению с обычным микропористым ZSM-5, а также повысить устойчивость к более тяжелым и объемным молекулам сырья, включая возобновляемое сырье.
Второй, наноразмерный SAPO-11, синтезированный без модификаторов роста кристаллов - Недавняя разработка Института катализа имени Борескова - уменьшение размера кристалла до нанометрового диапазона, сокращение путей внутрикристаллической диффузии при сохранении селективности изомеризации по топологии AEL. Обе инновации указывают в одном направлении: следующее поколение катализаторов депарафинизации будет определяться не только тем, какой цеолитный каркас будет использоваться, но и тем, как сам кристалл будет спроектирован на мезо- и наномасштабах. И эта инженерия, что очень важно, зависит от качества исходного цеолитного материала.
Почему качество цеолита определяет эффективность катализатора депарафинизации
Мощность двигателя Формулы-1 зависит от металлургии каждого поршня и клапана. Катализатор депарафинизации ничем не отличается - и его "металлургией" является цеолит, лежащий в его основе. Два катализатора с маркировкой "ZSM-5" могут отличаться по выходу и сроку службы на 20% и более, но не потому, что завод работает с ними по-разному, а потому, что цеолит в них был изготовлен по-разному. Параметры качества, которые имеют значение, измеряемы, контролируемы и - для нефтепереработчика, составляющего заказ на поставку катализатора, - заслуживают понимания.
Ключевые внутренние свойства цеолита, определяющие его эксплуатационные характеристики
Четыре внутренних параметра составляют основу качества любого цеолита, предназначенного для использования в составе катализаторов депарафинизации.
Кристалличность - доля твердого вещества, которое является настоящим цеолитом, в отличие от аморфного алюмосиликата - определяет плотность и однородность активных кислотных участков. Низкая кристалличность означает меньшее количество рабочих площадок на грамм катализатора, что напрямую приводит к более высоким требованиям к рабочей температуре и более быстрому снижению активности в течение цикла. Стандартным методом измерения является рентгеновская дифракция (XRD); кристалличность выше 90% по отношению к эталону является показателем для материала класса dewaxing.
Соотношение SiO₂/Al₂O₃ - варьируется от примерно 2 до практически бесконечности (чистый кремнеземный силикалит) - это главная ручка управления кислотной силой и плотностью участков. Для депарафинизации это соотношение является единственным наиболее значимым параметром состава: слишком низкое (избыток алюминия, избыток кислотных участков) - и крекинг протекает, образуя газ в ущерб выходу жидкости; слишком высокое (слишком кремнистое) - и активность недостаточна для достижения целевой температуры застывания в пределах рабочего температурного окна. Разработчики катализаторов жестко задают это соотношение, а согласованность от партии к партии от поставщика цеолитов - это то, что делает эти спецификации достижимыми в производстве.
Размер и морфология кристаллов - обычно характеризуется как D50 в диапазоне 0,5-10 мкм - регулирует длину пути внутричастичной диффузии. Крупные кристаллы (более 5 мкм D50) создают длинные диффузионные пути: молекулы реагентов тратят больше времени на путь к активным участкам, а молекулы продуктов - на путь наружу, что увеличивает вероятность нежелательных вторичных реакций. Очень маленькие кристаллы (субмикронные) увеличивают отношение внешней поверхности к объему, открывая больше кислотных участков в порах, которые могут катализировать неселективные поверхностные реакции. Идеальный размер кристаллов для депарафинизации зависит от конкретного применения; способность поставщика задавать и поддерживать распределение по размерам - это то, что отделяет товарный цеолит от материала катализаторного класса.
Тип катиона и степень обмена - идентичность и загрузка внекаркасных катионов (Na⁺, K⁺, Ca²⁺, Li⁺, Ag⁺, Ba²⁺) - модулирует соотношение площадок кислоты Бронстеда и Льюиса. В синтезированном цеолите натрий является типичным противоионом и должен быть обменен на аммонийную форму, а затем прокален для образования активной формы кислоты Брёнстеда. При неполном обмене остаются остаточные катионы щелочных металлов, которые нейтрализуют кислотные участки и снижают активность. Для катализаторов из благородных металлов остаточный натрий также отравляет платиновую дисперсию, усугубляя снижение активности.
Технические характеристики сформированного катализатора
Насыпная плотность и механическая прочность — измеряемые как прочность на сжатие (Н/см или МПа) — определяют, насколько готовый катализатор выдерживает механические нагрузки при загрузке в реактор, термоциклировании и длительной эксплуатации. Эти свойства не являются чисто внутренними для цеолита, а представляют собой инженерные характеристики, определяемые сочетанием цеолита, связующего (такого как оксид алюминия или кремнезем) и процесса экструзии. Катализатор, который крошится под собственным весом в слое промышленного масштаба, образует мелкую фракцию, которая увеличивает перепад давления, приводит к канальному течению и, в конечном итоге, вынуждает производить внеплановую остановку для просеивания или замены катализатора.
Эти внутренние и технологические параметры не являются абстрактными. Именно они определяют разницу между катализатором, который выдерживает расчетный цикл работы, и тем, который вынуждает проводить его замену досрочно. Для нефтеперерабатывающих предприятий вывод очевиден: цеолит внутри катализатора — это не просто сырье. Производители, осуществляющие полный контроль качества — от синтеза исходного порошка через инженерию кристаллов до испытаний готовой продукции — обеспечивают стабильность, от которой зависит эффективность катализатора.
Влияние на практике: как качество влияет на экономику нефтеперерабатывающих заводов
Связь между качеством катализатора и финансовыми результатами нефтеперерабатывающего завода проходит через три причинно-следственные цепочки.
Цепочка 1 - Кристалличность → Активность → Длина цикла: Цеолит с недостаточной кристалличностью вынуждает нефтеперерабатывающий завод эксплуатировать реактор депарафинизации при более высокой начальной температуре, чтобы достичь заданной температуры застывания. Поскольку конечная температура определяется металлургическими ограничениями реактора, каждый градус повышения начальной температуры приводит к сокращению продолжительности цикла. Сокращение срока службы цикла 20% означает, что катализаторная установка, которая должна прослужить 5 лет, заканчивает свою работу всего через 4 года — а замена катализатора в коммерческой установке гидропереработки обходится в сумму с семью нулями, если учитывать потери производства.
Цепочка 2 - несоответствие SiO₂/Al₂O₃ → селективность → ценность продукта: Цеолит с соотношением кремния к алюминию за пределами целевого окна смещает баланс крекинга к изомеризации. На установке депарафинизации смазочных масел изменение выхода жидкости на 5% - с 82% до 77% - обходится примерно в $2-4 за баррель сырья в виде упущенной стоимости продукта при типичных надбавках на базовые масла группы III. Для установки производительностью 10 000 баррелей в сутки это составляет $7-14 миллионов в год. Цена на цеолитовое сырье выражается в долларах за килограмм. Неправильное соотношение Si/Al измеряется миллионами.
Цепь 3 - Механическая прочность → Падение давления → Время работы: Цеолит с недостаточной прочностью на раздавливание образует мелкие частицы во время загрузки реактора и термоциклирования. По мере накопления мелких частиц в межслоевом пространстве растет перепад давления. При достижении критического порога - обычно в 2-3 раза превышающего дельта-P чистого слоя - установка должна быть отключена для отсеивания катализатора. Незапланированная остановка установки гидропереработки на НПЗ обходится в $500 000 - $1 млн в день в виде упущенной выгоды. Механическая целостность цеолита не является второстепенной задачей. Это страховой полис на время безотказной работы.
Эти цепочки объединяет то, что все они связаны с факторами, которые решаются не на нефтеперерабатывающем заводе, а на производственной площадке производителя цеолита. Качество катализатора создается с нуля, а основой является цеолитовый порошок.
Будущее каталитической депарафинизации: SAF, возобновляемое дизельное топливо и катализаторы нового поколения
Три тенденции меняют ландшафт каталитической депарафинизации.
Экологически чистое авиационное топливо (SAF) является наиболее значимым новым фактором спроса. Маршрут HEFA (гидропереработка эфиров и жирных кислот) - в настоящее время доминирующий коммерческий путь производства SAF - дает воскообразный длинноцепочечный парафиновый продукт, который должен быть изомеризован, чтобы соответствовать спецификациям холодного потока реактивного топлива (температура замерзания ниже -40°C). Это ставит катализаторы депарафинизации, селективные по изомеризации, в центр технологической схемы производства SAF. Семейство технологий HydroFlex компании Topsoe и мезопористые катализаторы изодепарафинизации компании Evonik позиционируются для этого рынка, и уже в 2025 году будут получены коммерческие рекомендации.
Возобновляемое дизельное топливо - производимые из отработанных масел, талового и растительного масла, поступают в установку гидропереработки с иным составом примесей, чем ископаемое сырье: оксигенаты, следовые металлы и фосфор. Катализаторы депарафинизации должны справляться с этими загрязнениями без необратимой дезактивации. Тенденция к мезопористости (более крупные поры, более короткие пути диффузии) имеет непосредственное отношение к этому вопросу, поскольку возобновляемое сырье содержит более объемные оксигенированные прекурсоры (триглицериды) и металлоорганические примеси.

Разработка катализаторов нового поколения замыкается на качестве цеолита. Формование катализатора без связующего - экструдирование цеолита без связующего из глинозема или кремнезема - как было показано, значительно снижает скорость старения катализатора по сравнению с традиционно связанными катализаторами, поскольку устраняет неселективные кислотные участки на поверхности связующего. Наноразмерный кристаллический синтез, иерархическая архитектура пор и прецизионный катионный обмен - все это способствует появлению катализаторов, которые ближе к "атомарно заданным", чем к "эмпирически сформулированным".
Во всех трех направлениях неизменным остается цеолит. Независимо от того, как устроен катализатор - крекинг или изомеризация, ископаемые или возобновляемые, микропористые или иерархические - основой материала всегда является синтетический кристаллический алюмосиликат с точно контролируемой структурой, составом и морфологией. Эффективность катализатора нефтепереработчика начинается с качества цеолита производителя. Понимание этой связи отличает покупку катализатора по спецификации от обоснованного инженерного решения.
ДЖАЛОН поставляет цеолиты катализаторного класса с полным контролем качества по кристалличности, соотношению SiO₂/Al₂O₃, размеру кристаллов и катионному обмену. Свяжитесь с нашей командой для определения следующего катализатора депарафинизации.
Ссылки
- Университет штата Пенсильвания, Колледж наук о Земле и минералах. "Сравнение методов депарафинизации с использованием растворителей и катализаторов". FSC 432: Petroleum Refining, 2014. https://fsc432.dutton.psu.edu/2014/06/22/comparison-of-the-solvent-and-catalytic-dewaxing-methods/
- Topsoe. "Разблокирование эффективности депарафинизации с помощью катализатора селективной депарафинизации при использовании ископаемых и возобновляемых видов топлива". 2025. https://www.topsoe.com/blog/unlock-dewaxing-performance-with-a-selective-dewaxing-catalyst-in-fossil-and-renewable-fuels-service
- JALON Zeolite. "Возможности - производство цеолитов на заказ". https://www.jalonzeolite.com/capability/
- Цеолит JALON. Домашняя страница. https://www.jalonzeolite.com/








