Etapas do processamento de gás natural: Um Guia Completo de Engenharia
O que é o processamento de gás natural?
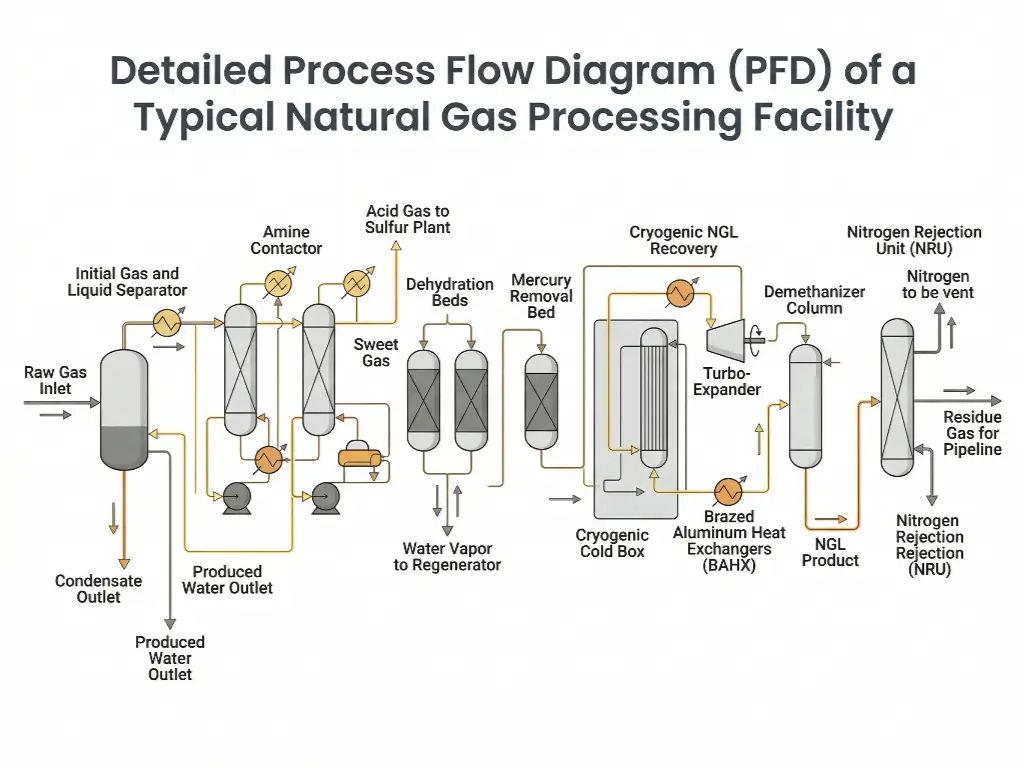
No sector energético midstream, o termo "processamento de gás natural" refere-se à sequência complexa de operações de engenharia termodinâmica e química necessárias para transformar gás bruto, não tratado, em gás natural de qualidade comercial e de qualidade de gasoduto. Para compreender a necessidade desta infraestrutura, devemos primeiro olhar para a definição fundamental da matéria-prima. Quando o gás natural bruto é extraído da terra e chega à cabeça do poço, está longe de ser metano puro. Em vez disso, é uma mistura multifásica altamente volátil e complexa.
Esta corrente bruta contém normalmente uma mistura de hidrocarbonetos leves (metano), líquidos de gás natural (LGN) mais pesados (etano, propano, butano e pentanos), vapor de água saturado (H2O), sulfureto de hidrogénio altamente tóxico (H2S), dióxido de carbono (CO2), gases inertes como o azoto e o hélio, bem como vestígios de metais pesados como o mercúrio e impurezas mecânicas como a areia e os fluidos dos poços.
O processamento desta mistura multifásica serve dois objectivos fundamentais e não negociáveis nas operações modernas das instalações:
- Purificação (Condicionamento): O objetivo principal é a remoção rigorosa de impurezas corrosivas, tóxicas e não combustíveis. Isto assegura que o gás cumpre as especificações universais e altamente regulamentadas das tarifas dos gasodutos. Por exemplo, a Gas Processors Association (GPA) e o American Petroleum Institute (API) geralmente exigem que o gás de venda contenha menos de 4 ppmv (partes por milhão por volume) de H2S, e o CO2 deve ser estritamente limitado a menos de 2%. O não cumprimento destas especificações resulta no encerramento de condutas e numa grave degradação metalúrgica da rede de transporte.
- Separação (recuperação de NGL): O objetivo secundário, mas economicamente vital, é a extração de subprodutos líquidos de elevado valor. O etano, o propano e o butano são blocos de construção fundamentais para a indústria petroquímica global (utilizados em plásticos, refrigerantes e combustíveis). A separação destes LGN do fluxo de metano a granel maximiza o rendimento económico da instalação de processamento.
Etapa 1: Separação inicial de gás e líquido
No momento em que o fluxo de gás bruto multifásico atravessa os limites da bateria da instalação de processamento, entra na fase inicial de separação de gás e líquido. Esta etapa actua como a principal linha de defesa física para todo o equipamento a jusante. Se for permitido que líquidos e sólidos a granel ultrapassem esta fase, causarão uma formação catastrófica de espuma nos contactores de aminas, sobrecarregarão os leitos de desidratação e destruirão o equilíbrio aerodinâmico dos impulsores dos compressores a jusante.
O mecanismo de funcionamento desta fase inicial assenta inteiramente na dinâmica dos fluidos, especificamente na alteração do momento e na sedimentação por gravidade. Ao reduzir drasticamente a velocidade do fluxo de gás que entra, as gotículas líquidas mais pesadas e as partículas sólidas perdem a sua energia cinética. De acordo com a Lei de Stokes, quando a velocidade ascendente do gás é inferior à velocidade de sedimentação terminal das gotículas, os líquidos caem da fase gasosa e acumulam-se no fundo do recipiente.
Suportes de hardware principais para a separação inicial
Para efetuar esta separação física, os engenheiros recorrem a recipientes estáticos maciços e de alta pressão:
- Apanhadores de lesmas: As condutas de recolha atravessam topografias variadas, fazendo com que os líquidos se acumulem em pontos baixos. Periodicamente, a pressão do gás empurra estes líquidos acumulados para a frente como "lesmas" maciças e de alta velocidade. Os "slug catchers" são recipientes de amortecimento de volume excecionalmente elevado (muitas vezes construídos como uma série de tubos paralelos de grande diâmetro, conhecidos como "harp-type catchers"), concebidos especificamente para absorver estes enormes surtos de líquido sem sobrecarregar a capacidade de processamento em estado estacionário da fábrica.
- Separadores bifásicos e trifásicos: Uma vez apanhadas as lesmas primárias, o gás flui para recipientes de pressão de precisão. Um separador de 2 fases separa o gás dos líquidos totais, enquanto um separador de 3 fases utiliza diferenças de gravidade específicas para separar ainda mais os líquidos numa fase de hidrocarbonetos (condensado) e numa fase aquosa (água produzida). Estes recipientes estão equipados com desviadores de entrada internos para quebrar o ímpeto do fluxo de entrada, secções de decantação por gravidade extensas para permitir a separação de fases e almofadas de desembaciamento altamente concebidas (extractores de névoa feitos de malha de arame tecida ou pacotes de palhetas) no bocal de saída do gás para intercetar e coalescer microgotículas, evitando a transferência de líquidos para as unidades de adoçamento a jusante.
Etapa 2: Remoção de gás ácido (adoçamento do gás)
Após a separação física inicial, o fluxo de gás - agora livre de líquidos a granel, mas ainda contendo impurezas gasosas letais e corrosivas - segue para a unidade de Remoção de Gases Ácidos. Na terminologia da indústria, o gás carregado com H2S e CO2 é designado por "gás ácido", enquanto o gás sem estes componentes é designado por "gás doce".
O objetivo do processo é aqui primordial para a segurança da fábrica e a sobrevivência da infraestrutura. H2O S não só é letalmente tóxico para o pessoal a baixas concentrações, como também, na presença de água livre, se dissolve para formar um ácido fraco que ataca agressivamente o aço-carbono, causando picadas localizadas e fissuração por tensão de sulfureto (SSC). Da mesma forma, o CO2 forma ácido carbónico, o que leva a uma rápida corrosão por perda de peso nas condutas. Além disso, se o CO2 não for removido, congelará nas fases de liquefação criogénica a jusante, actuando como gravilha de gelo seco que destrói maquinaria rotativa de alta velocidade.
O principal mecanismo químico utilizado para adoçar o gás é o processo de tratamento com aminas. Este depende de um solvente aquoso de alcanolamina - mais comummente Metildietanolamina (MDEA) ou Dietanolamina (DEA). O processo funciona num ciclo contínuo de absorção e regeneração térmica. Na fase de absorção, o gás ácido frio e de alta pressão flui para cima, enquanto a solução de amina magra (pura) flui para baixo. A amina liga-se quimicamente ao H2S e CO2 moléculas. A amina agora "rica" (carregada com gás ácido) é enviada para uma coluna regeneradora de baixa pressão e alta temperatura, onde o calor quebra as ligações químicas, libertando os gases ácidos para serem enviados para uma unidade de recuperação de enxofre, enquanto a amina magra restaurada é bombeada de volta para recomeçar o ciclo.
Transportador de Hardware Principal: Contactores Amine
O coração desta operação é o Contactor de Amina (Absorvedor). Trata-se de vasos de pressão verticais, com paredes pesadas, concebidos para maximizar a transferência de massa entre as fases gasosa e líquida. Para tal, os interiores do contactor estão equipados com tabuleiros de fracionamento (tais como tabuleiros de válvulas ou tabuleiros de tampas de bolhas) ou com um enchimento estruturado. Estes internos forçam o gás ácido ascendente a borbulhar violentamente através da amina líquida descendente, maximizando a área de contacto em contracorrente e assegurando que a reação química se completa.
Estado de saída do processo crucial: É imperativo que os engenheiros de processo observem o estado físico do gás quando este sai do topo do contactor de amina. Uma vez que o solvente de amina é uma solução aquosa (frequentemente água 50%), o gás doce que sai da unidade está totalmente saturado de água à pressão e temperatura de funcionamento. Isto introduz uma nova e crítica ameaça ao sistema, exigindo uma desidratação imediata e altamente eficiente a jusante.
Etapa 3: Tecnologias de desidratação de gás natural
O gás doce saturado de água não pode ser transportado ou arrefecido no seu estado atual. Se for permitido que o vapor de água permaneça no fluxo de gás, qualquer queda de temperatura ou aumento de pressão subsequente fará com que a água se condense. Em sistemas de gás de alta pressão, esta água condensada reage com moléculas de hidrocarbonetos leves (como o metano e o etano) para formar Hidratos de Gás Natural - estruturas cristalinas sólidas, semelhantes a gelo. Os tampões de hidratos podem formar-se em segundos, bloqueando completamente as condutas, encravando as válvulas e causando eventos catastróficos de sobrepressão. Por conseguinte, a desidratação é um passo não negociável.
No entanto, a lógica de seleção da desidratação não é única. A escolha da tecnologia depende estritamente dos limites termodinâmicos e dos perfis de temperatura exigidos pelo processo a jusante. Os engenheiros devem escolher entre a absorção de líquido padrão (TEG) para tubagens normais, ou a adsorção de dessecante sólido (Peneiras Moleculares) para operações a temperaturas ultra-baixas.
Matriz de seleção de desidratação: TEG vs. Peneira molecular
Para ajudar na rápida tomada de decisões de engenharia, a seguinte matriz estruturada compara as duas tecnologias de desidratação dominantes:
| Dimensão / Parâmetro | Desidratação de TEG (trietilenoglicol) | Peneira molecular de zeólito Desidratação profunda |
|---|---|---|
| Limite inferior do ponto de orvalho da água | Aprox. -50°F (-45°C) | < -150°F (-101°C) / < 0,1 ppmv |
| Aplicação a jusante | Transporte comercial normal por condutas | Recuperação criogénica de LGN, liquefação de GNL |
| Perfil de consumo de energia | Inferior (serviço moderado de caldeira) | Alta (requer gás de regeneração a alta temperatura) |
| CAPEX / OPEX | CAPEX inicial mais baixo, OPEX moderado | CAPEX inicial elevado, OPEX operacional cíclico |
Integridade do suporte de hardware e do dessecante
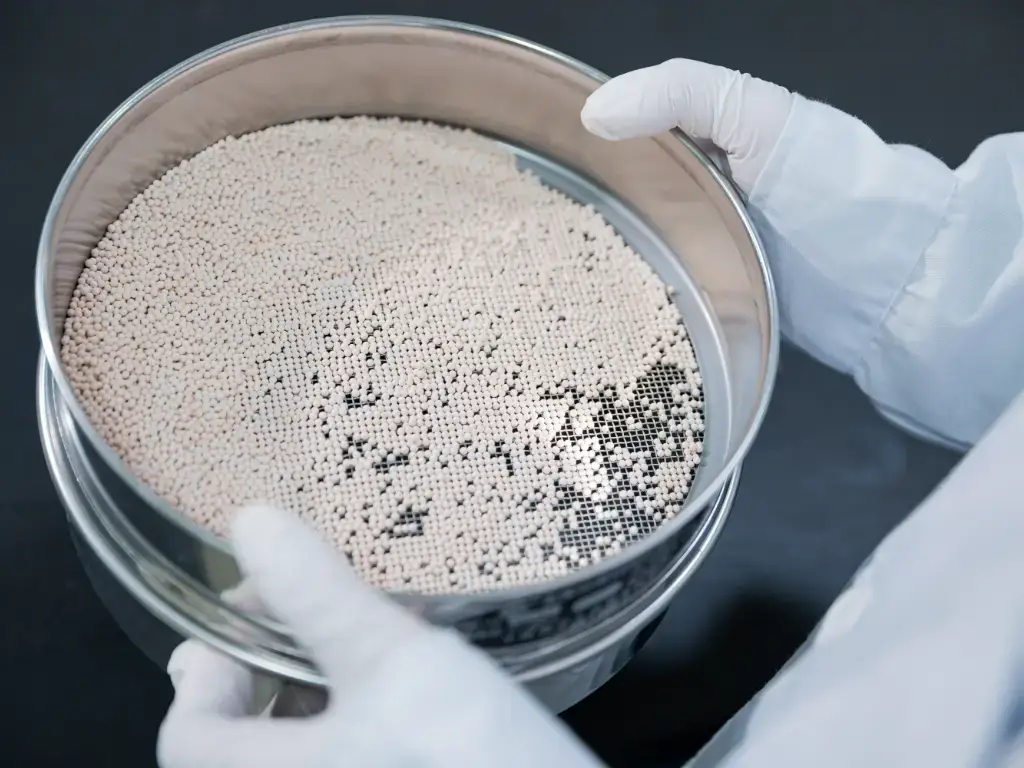
Quando o projeto da instalação exige uma recuperação profunda de NGL, os sistemas TEG são termodinamicamente incapazes de evitar a formação de gelo na caixa fria. Em vez disso, a fábrica deve utilizar peneiras moleculares de zeólito. Estes sistemas baseiam-se na adsorção física em estado sólido, em que as moléculas de água ficam presas na estrutura cristalina microporosa altamente uniforme do zeólito de aluminossilicato.
O hardware do sistema para desidratação por peneira molecular é maciço e altamente automatizado. Inclui vasos adsorventes de leito duplo ou de leito múltiplo que funcionam em ciclos contínuos de oscilação. Enquanto um dos vasos está ativamente a adsorver água do gás natural a alta pressão, o outro vaso está offline, passando por uma fase de regeneração. Esta regeneração envolve a passagem de um fluxo de gás residual extremamente quente e seco (frequentemente aquecido a 500°F - 600°F através de aquecedores de regeneração de alta temperatura) através do leito húmido para vaporizar e varrer a humidade retida. Uma vez seco, o leito é arrefecido e colocado novamente em standby. As válvulas de comutação automatizadas controlam este intrincado ballet, assegurando que o processo a jusante recebe um fluxo contínuo e ininterrupto de gás seco.
Uma vez que estes leitos de adsorção são os últimos guardiões da aplicações de gás natural a jusante, os condicionalismos físicos e mecânicos do próprio dessecante são de importância primordial. O carácter cíclico do processo exerce uma enorme pressão sobre os materiais.
Para garantir a integridade mecânica da unidade de desidratação e evitar a degradação do leito, os parâmetros físicos do dessecante são críticos. Por exemplo, as peneiras moleculares 4A e 13X da JALON&apos alcançam uma elevada resistência ao esmagamento (por exemplo, >85 N) e uma taxa de atrito extremamente baixa (<0,1 wt%). Fabricado sob rigorosa automação DCS, o tamanho uniforme das partículas resultante e a alta densidade aparente permitem que o leito resista às severas tensões mecânicas e térmicas de milhares de ciclos de adsorção por oscilação de temperatura (TSA) sem pulverização, protegendo assim de forma fiável os turbo-expansores criogénicos a jusante.
Etapa 4: Remoção de mercúrio pré-criogénico
Uma vez que o gás está seco como um osso, poder-se-ia supor que está pronto para o arrefecimento extremo. No entanto, existe um elemento oculto e altamente destrutivo que tem de ser tratado: vestígios de mercúrio. A sequência rigorosa do processo dita que a Remoção de Mercúrio é um pré-requisito absoluto antes de o gás poder entrar na secção criogénica. Se este passo for contornado ou incorretamente colocado após a caixa frigorífica, as consequências financeiras e de segurança são devastadoras.
O perigo químico colocado pelo mercúrio reside num fenómeno metalúrgico conhecido como fragilização de metal líquido (LME). As fábricas de processamento de gás natural utilizam extensivamente o alumínio nas suas secções criogénicas porque o alumínio torna-se mais forte e mais dúctil a temperaturas extremamente baixas (ao contrário do aço normal, que se torna frágil). No entanto, os vestígios de mercúrio no fluxo de gás condensam-se num líquido a determinadas temperaturas. Quando o mercúrio líquido entra em contacto com as ligas de alumínio utilizadas nos permutadores de calor, amalgama-se rapidamente com o alumínio, atacando os limites dos grãos do metal. Sem remoção, o mercúrio corroerá rapidamente, enfraquecerá e rachará o equipamento a jusante, levando potencialmente a rupturas catastróficas de alta pressão, explosões e falha total da fábrica.
Para neutralizar esta ameaça, os engenheiros utilizam hardware e mecanismos químicos altamente especializados. O gás seco é encaminhado através de vasos de pressão de leito fixo embalados com carvão ativado impregnado de enxofre (ou absorventes específicos de óxido de metal de transição). À medida que o gás flui através da matriz porosa de carbono, o vapor de mercúrio elementar sofre uma reação de quimisorção com o enxofre impregnado, formando um composto sólido altamente estável conhecido como sulfureto de mercúrio (HgS). Isto liga e aprisiona permanentemente o mercúrio no leito, garantindo que o gás que sai da unidade é seguro para interagir com a metalurgia do alumínio.
Etapa 5: Recuperação e fracionamento criogénico de LGN
Com o gás agora completamente limpo de gases ácidos, desidratado para níveis de humidade inferiores a ppm e limpo de mercúrio incrustante, está finalmente preparado para o ambiente termodinâmico mais rigoroso da fábrica: Recuperação criogénica de NGL. O objetivo aqui é arrefecer o fluxo de gás a temperaturas tão extremas que os valiosos hidrocarbonetos mais pesados (etano, propano e butano) perdem o seu estado gasoso e condensam em líquidos recolhíveis, deixando apenas o gás metano puro para ser enviado para o gasoduto.
O mecanismo termodinâmico que conduz a esta queda extrema de temperatura é a expansão adiabática. Enquanto as centrais mais antigas utilizavam válvulas Joule-Thomson (J-T) para expandir o gás, as centrais modernas de alta eficiência utilizam um processo de expansão isentrópico. Ao forçar o gás de alta pressão a realizar trabalho físico à medida que se expande, a energia térmica é rapidamente drenada do fluxo de gás, resultando numa queda de temperatura significativamente maior do que a simples expansão da válvula.
Suportes de hardware principais para criogénicos
O coração do processo de recuperação de LGN baseia-se em duas maravilhas da engenharia mecânica e térmica:
- Turbo-Expansores: Estas são unidades de maquinaria rotativa de alta velocidade que servem um duplo objetivo. O gás natural de alta pressão e pré-resfriado entra na turbina do expansor, fazendo girar os impulsores radiais altamente projetados a dezenas de milhares de RPM. À medida que o gás se expande e realiza esse trabalho mecânico, sua pressão cai drasticamente e sua temperatura cai drasticamente - muitas vezes atingindo entre -120°F e -150°F (-84°C a -101°C). A estas temperaturas, os NGLs condensam e caem da fase gasosa. Além disso, a potência do eixo mecânico gerada pelo gás em expansão é transferida através de um eixo central para acionar um compressor de reforço do outro lado, recomprimindo eficazmente o gás residual magro para exportação por gasoduto.
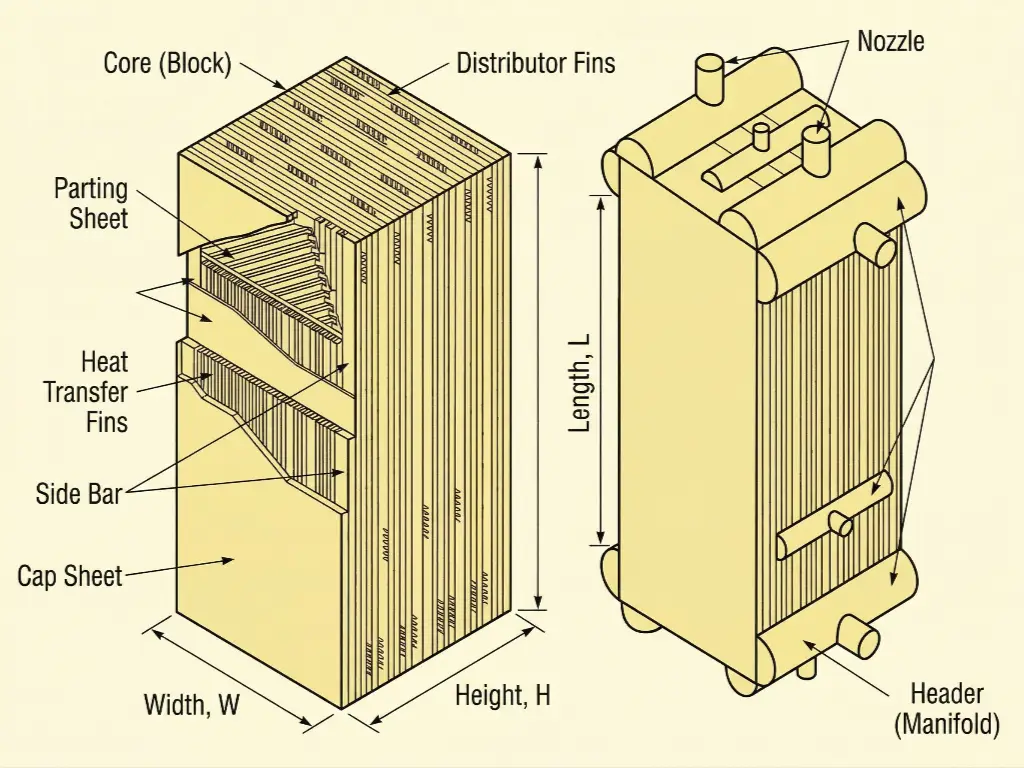
- Trocadores de calor de alumínio brasado (BAHX): Frequentemente designadas por "Cold Box", estas unidades de transferência de calor são extremamente compactas e altamente eficientes. Construídas a partir de camadas alternadas de alhetas de alumínio ondulado soldadas entre placas de separação planas, oferecem uma relação superfície-área-volume sem paralelo, facilitando a transferência térmica maciça necessária para pré-arrefecer o gás de entrada utilizando o gás residual de saída gelado. No entanto, o seu intrincado design de microcanais é a sua maior vulnerabilidade. Os engenheiros de processo devem reconhecer que o BAHX depende estritamente da execução sem falhas das etapas 3 e 4. Se as peneiras moleculares não conseguirem fornecer 0,1 ppmv de humidade, os micro-canais ficarão instantaneamente obstruídos com gelo e hidratos. Se os leitos de mercúrio falharem, as aletas de alumínio desintegrar-se-ão através de LME.
Etapa 6: Unidade de rejeição de azoto (NRU)
Em certos reservatórios geológicos, o gás natural bruto está fortemente contaminado com azoto. Embora o azoto não seja corrosivo ou tóxico como o sulfureto de hidrogénio, apresenta um grande problema comercial: é um gás inerte e não combustível. Concentrações elevadas de azoto actuam como um diluente, reduzindo severamente o valor de aquecimento volumétrico do fluxo de gás.
O objetivo do processo da Unidade de Rejeição de Azoto (NRU) é a remoção orientada deste gás inerte para assegurar que o gás de venda final cumpre as especificações mínimas de Unidade Térmica Britânica (BTU) ou valor calorífico legalmente exigidas pelas tarifas comerciais dos gasodutos. Se o valor BTU for demasiado baixo, os queimadores industriais e os aparelhos residenciais não funcionarão de forma segura ou eficiente e o gás será rejeitado pela empresa de transporte.
Uma vez que o nitrogénio e o metano têm pontos de ebulição incrivelmente baixos e relativamente próximos (-320°F e -258°F, respetivamente), a separação não pode ser conseguida através de uma simples absorção. Em vez disso, as NRUs recorrem a uma destilação criogénica complexa. Esta é frequentemente ligada termicamente ao gás residual da unidade de recuperação de LGN. Utilizando colunas especializadas de fracionamento criogénico, o azoto é destilado como um vapor suspenso e ventilado em segurança para a atmosfera, enquanto o metano puro, com elevado teor de BTU, é recuperado do fundo, comprimido e enviado para o mercado.
Infra-estruturas e restrições metalúrgicas em toda a fábrica
Uma compreensão abrangente de uma instalação de processamento de gás natural exige o reconhecimento da sua base sistémica. Embora tenhamos detalhado as etapas sequenciais de tratamento, certos elementos críticos da infraestrutura abrangem todo o ciclo de vida da instalação e não estão isolados numa única unidade. Estes sistemas abrangentes ditam o fluxo físico e a segurança estrutural de toda a instalação de vários milhões de dólares.
Estações de compressão: O batimento cardíaco da fábrica
O gás não flui por si só; necessita de um diferencial de pressão. As estações de compressão actuam como a força motriz da instalação, mantendo um fluxo hidráulico sistémico desde a cabeça do poço até à conduta de exportação final. Dependendo dos caudais volumétricos e das taxas de compressão necessárias, as centrais utilizam compressores centrífugos de alta velocidade (para caudais elevados e contínuos) ou compressores alternativos pesados (para taxas de pressão elevadas e cargas variáveis).
Os compressores de entrada aumentam as linhas de recolha de baixa pressão para a pressão de funcionamento das unidades de amina e desidratação. Os compressores de reforço (frequentemente acionados pelo turbo-expansor) ajudam a recuperar a pressão perdida durante o processamento. Por fim, os enormes compressores de gás residual pegam no metano totalmente processado e purificado e aumentam-no para os mais de 1.000 PSI necessários para empurrar o gás centenas de quilómetros pela conduta de transmissão comercial.
Normas metalúrgicas e de tubagens
Os engenheiros de processo devem navegar por restrições metalúrgicas altamente complexas e opostas em diferentes zonas da fábrica. Um tubo que é perfeitamente seguro numa secção pode enfrentar uma falha catastrófica e explosiva noutra.
- Restrições de gás ácido: Nas secções iniciais de separação e tratamento com amina (passos 1 e 2), a tubagem, as válvulas e os acessórios são expostos a sulfureto de hidrogénio húmido. O aço-carbono padrão sob elevada tensão de tração absorverá hidrogénio atómico, levando à formação de bolhas internas e a uma falha frágil súbita. Por conseguinte, toda a metalurgia nestas zonas deve cumprir rigorosamente NACE MR0175 / ISO 15156 normas. Estas normas impõem limites rigorosos à dureza do aço (normalmente limitada a < 22 HRC) e impõem tratamentos térmicos pós-soldadura específicos para garantir a resistência à fissuração por sulfureto (SSC).
- Restrições criogénicas: Pelo contrário, nas secções de recuperação de LGN e de rejeição de azoto (passos 5 e 6), a ameaça não é química, mas sim térmica. O aço-carbono padrão sofre uma perda drástica de resistência ao impacto a temperaturas abaixo de zero, passando por uma transição dúctil para frágil. Um pequeno impacto ou pico de pressão a -150°F pode estilhaçar o aço padrão como vidro. Por conseguinte, as tubagens e os recipientes sob pressão nas secções criogénicas requerem aço-carbono de baixa temperatura (LTCS) especializado para secções moderadamente frias e aço inoxidável austenítico altamente ligado (como 304L ou 316L) para os ambientes de caixa extremamente frios, para evitar a fratura frágil sob choque de frio extremo.
Em última análise, o processamento de gás natural é uma sequência de operações altamente interdependente em que o sucesso de cada fase determina diretamente a sobrevivência da seguinte. Desde a separação inicial na cabeça do poço até à recuperação criogénica profunda de NGL, a manutenção de um controlo termodinâmico, químico e metalúrgico rigoroso é a única forma de atingir as especificações do gasoduto e maximizar a rentabilidade global da instalação.
Garantir a fiabilidade da fábrica com tecnologia superior de dessecante
Na JALON, aproveitamos mais de duas décadas de experiência de fabrico para fornecer os materiais fundamentais que tornam possíveis estes processos extremos. As nossas peneiras moleculares de zeólito de alto desempenho são concebidas para uma força de esmagamento máxima, taxas de atrito ultra-baixas e capacidades de desidratação profunda extremas, assegurando que as suas operações criogénicas funcionam continuamente sem a ameaça de congelamento de hidratos ou de degradação dispendiosa do leito.