Um guia completo para as normas de purificação e melhoramento do biogás
À medida que a transição energética global se acelera, a transformação de resíduos orgânicos em valiosa energia renovável tornou-se um foco central tanto para as indústrias como para os municípios. No entanto, o gás bruto produzido a partir da digestão anaeróbica está longe de ser um produto acabado. Para liberar todo o seu potencial comercial - seja para geração de energia no local, injeção na rede nacional de gás ou utilização como matéria-prima de produtos químicos verdes - o gás bruto deve ser submetido a um tratamento rigoroso. Este guia abrangente investiga as diferenças críticas entre a purificação e o melhoramento do biogás, explora o fluxo completo do processo, compara as principais tecnologias de separação e descreve os padrões de qualidade essenciais necessários para vários cenários de aplicação de alto valor.
Purificação de biogás vs. melhoramento de biogás: Principais diferenças
Na indústria do biogás, os termos "purificação" e "melhoramento" são frequentemente, mas incorretamente, utilizados como sinónimos. Compreender a distinção fundamental entre estes dois processos é o primeiro passo fundamental para a conceção de uma instalação de tratamento de gás tecnicamente viável e economicamente rentável. Eles representam dois objectivos de engenharia totalmente diferentes dentro da mesma conduta de produção.
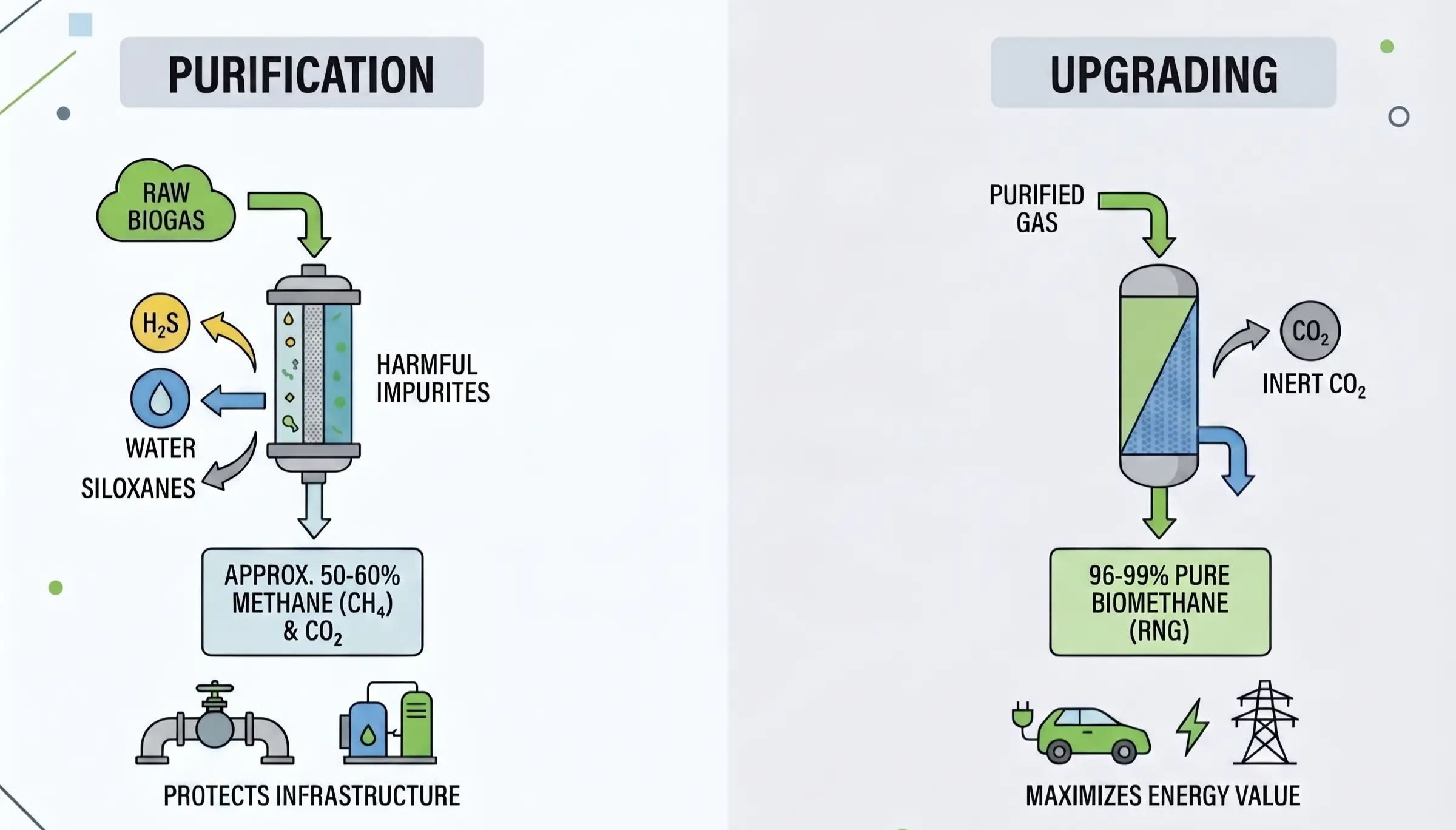
Purificação do biogás: Proteção da infraestrutura
O principal objetivo da purificação do biogás é estritamente defensivo. Envolve a remoção de vestígios de impurezas destrutivas e tóxicas do biogás bruto. Estas impurezas incluem principalmente o sulfureto de hidrogénio (H2S), vapor de água (humidade), siloxanos, amoníaco (NH3), e vários compostos orgânicos voláteis (COV). Se não forem tratados, estes elementos corroem rapidamente as tubagens a jusante, destroem os motores de combustão interna e envenenam os materiais sensíveis utilizados nas fases de processamento subsequentes.
É importante notar que a purificação não alteram significativamente o perfil de energia primária do gás. O processo centra-se na remoção dos microcomponentes nocivos. Assim, após a fase de purificação, o metano (CH4) permanece em grande parte no seu nível original e bruto - tipicamente oscilando entre 50% e 60%, com o restante ainda consistindo principalmente de dióxido de carbono (CO2).
Valorização do biogás: Maximizar o valor energético
O melhoramento do biogás é a fase subsequente, de valor acrescentado. Uma vez que o gás tenha sido completamente purificado e estabilizado, o processo de melhoramento centra-se na separação e remoção do dióxido de carbono (CO2). Porque o CO2 é um gás inerte que não entra em combustão, mas a sua presença dilui fortemente a densidade energética da mistura.
Ao remover o CO2No processo de valorização, o metano remanescente é drasticamente concentrado. O produto final desta fase é normalmente designado por biometano ou gás natural renovável (GNR). Através do melhoramento, a concentração de metano é elevada dos 50-60% iniciais até 96%, 98%, ou mesmo superior a 99%, dependendo da tecnologia utilizada e das normas de utilização final exigidas. Este biometano de elevada pureza é quimicamente idêntico ao gás natural de origem fóssil, permitindo aplicações comerciais de elevada qualidade.
Cenários de aplicação e respectivas normas de qualidade
A utilização final pretendida do gás tratado dita todo o projeto de engenharia da instalação. Diferentes aplicações comerciais exigem níveis muito diferentes de pureza do gás, e a compreensão desses rigorosos padrões de qualidade é fundamental para a conformidade do projeto e o sucesso financeiro.
Biogás purificado para produção de PCCE no local
A aplicação mais tradicional e direta para o biogás tratado é a produção de eletricidade e calor no local. Neste cenário, a central apenas necessita de um robusto sistema de purificação de biogás; atualização (CO2 remoção) é totalmente desnecessária e representaria uma despesa de capital desperdiçada.
O gás purificado é alimentado diretamente em motores de combustão interna de produção combinada de calor e eletricidade (CHP). Embora estes motores consigam lidar facilmente com o menor poder calorífico provocado pelo sistema 40% CO2 Por conseguinte, os fabricantes de motores impõem "limites de motor" rigorosos que devem ser mantidos para validar as garantias e garantir a longevidade operacional. Por conseguinte, os fabricantes de motores impõem "limites de motor" rigorosos que devem ser mantidos para validar as garantias e assegurar a longevidade operacional:
- Sulfureto de hidrogénio (H2S): Normalmente, os principais fabricantes de motores (como a Jenbacher ou a Caterpillar) exigem H2S devem ser estritamente inferiores a 200 ppm, sendo que alguns modelos de elevada eficiência exigem níveis inferiores a 50 ppm para evitar a formação de ácido sulfúrico no óleo do motor.
- Siloxanos: Estes são, sem dúvida, os contaminantes mais perigosos para as unidades CHP. Durante a combustão, os siloxanos oxidam-se em dióxido de silício (essencialmente partículas microscópicas de areia/vidro), que revestem agressivamente as velas de ignição e danificam as camisas dos cilindros. Os limites do motor para os siloxanos são excecionalmente rigorosos, exigindo frequentemente concentrações inferiores a 5 a 10 mg/Nm³.
- Humidade: A humidade relativa deve ser normalmente reduzida para valores inferiores a 80% para evitar a condensação nos colectores de admissão do trem de gás e do motor.
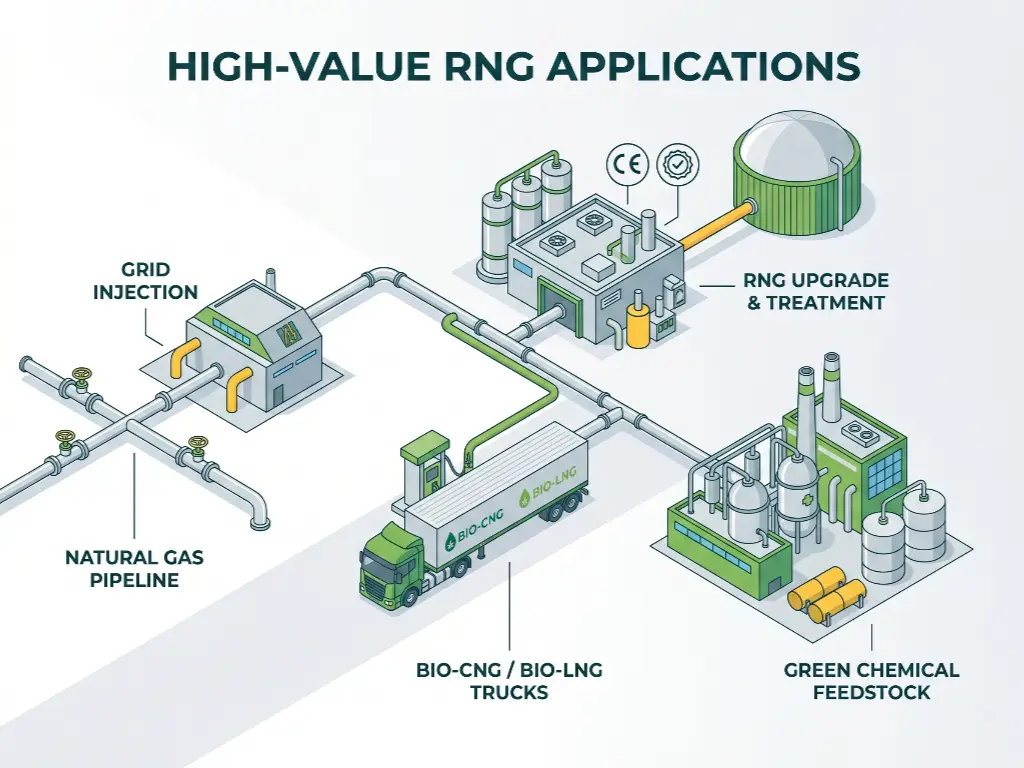
Biometano para injeção na rede, transporte e produtos químicos verdes
Quando a estratégia comercial passa a ser a venda do gás no mercado aberto, o biogás deve ser submetido a um processo de modernização total para se tornar biometano (GNR). O GNR possui três cenários principais de aplicação de alto valor: injeção na rede pública de gás natural, utilização como combustível de transporte (Bio-GNC/GNL) e servir como matéria-prima para produtos químicos verdes.
Normas de grelha transregionais
A injeção de GNR nas redes de serviços públicos está fortemente regulamentada para garantir a segurança e a compatibilidade dos aparelhos. As normas variam significativamente consoante a região:
- Europa: A norma EN 16723-1 rege a injeção na rede em muitos países europeus. Ela dita parâmetros rigorosos para o Índice de Wobbe (uma medida de permutabilidade do gás e fornecimento de energia térmica), exigindo valores caloríficos estáveis. Além disso, limita estritamente o teor de oxigénio (frequentemente < 0,5%) e os compostos de enxofre para evitar a degradação da rede de gasodutos.
- América do Norte: Nos EUA, não existe uma norma nacional única; em vez disso, os produtores de GNR devem cumprir as especificações específicas do gasoduto ditadas pelas empresas de serviços públicos locais (por exemplo, SoCalGas, PG&E). Além disso, para se qualificarem para créditos ambientais lucrativos como os RINs (Renewable Identification Numbers) ao abrigo da Norma de Combustível Renovável da EPA, todo o percurso - desde a matéria-prima até à pureza final do metano - deve ser meticulosamente documentado e verificado.
Normas inter-aplicações
Para além das diferenças regionais, o estado físico do produto final dita limiares operacionais específicos:
- Injeção na rede (gás canalizado): Centra-se fortemente no Índice de Wobbe, garantindo que, quando o biometano se mistura com o gás natural fóssil, os aparelhos de consumo queimam o combustível com segurança sem ajustar os rácios ar/combustível.
- Combustível para transportes (Bio-CNG/LNG): Quando o GNR é comprimido a mais de 200 bar (GNC) ou congelado criogenicamente a -162°C (GNL), os limites de humidade tornam-se extremos. O ponto de orvalho da água tem de ser drasticamente reduzido (frequentemente para -40°C ou menos) para garantir que não se formam cristais de gelo, que poderiam bloquear criticamente as válvulas de alta pressão ou destruir os permutadores de calor criogénicos.
- Matéria-prima química verde: Um mercado emergente e altamente lucrativo é a utilização de GNR para produzir metanol verde, amoníaco verde ou hidrogénio de elevada pureza. Na síntese química, os padrões transcendem os requisitos básicos de combustão. Os catalisadores químicos são altamente susceptíveis de envenenamento. Por conseguinte, as normas para o biometano de grau químico exigem uma tolerância quase nula para oligoelementos específicos, particularmente compostos de enxofre, halogéneos e oxigénio, frequentemente medidos na gama de um dígito de partes por bilião (ppb).
O fluxo completo do processo de tratamento do biogás
A transformação de resíduos orgânicos brutos em biometano de qualidade de gasoduto é um esforço de engenharia sequencial e em várias fases. Embora as tecnologias específicas utilizadas possam variar, uma estação de tratamento padronizada adere universalmente a um fluxo de processo de quatro fases.
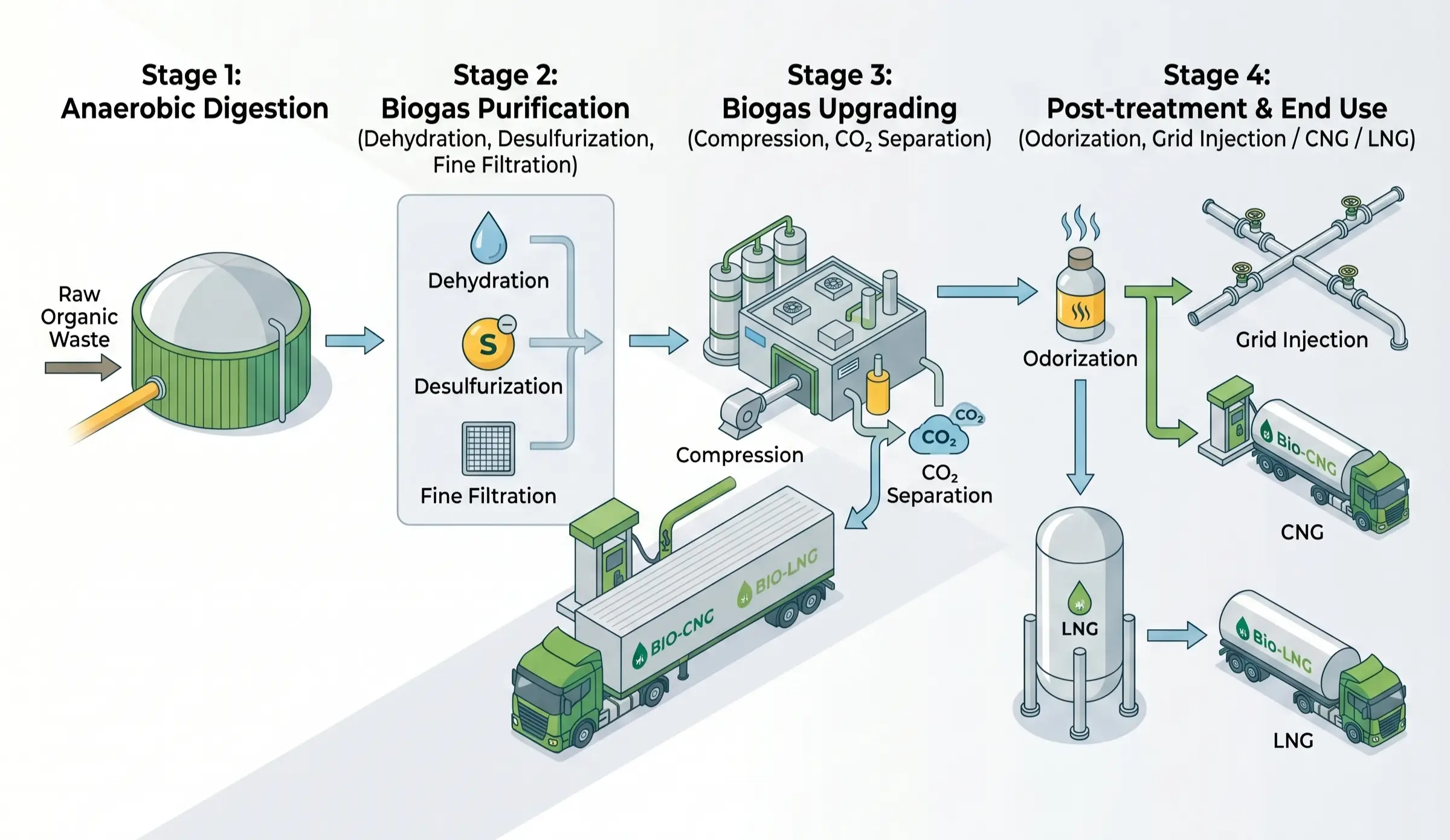
Fase 1: Produção na fonte (digestão anaeróbia)
A viagem começa com a ingestão de matérias-primas, que podem incluir resíduos agrícolas, estrume de gado, resíduos alimentares urbanos ou águas residuais orgânicas industriais. Estes materiais são introduzidos em digestores anaeróbios de grandes dimensões e selados. Na ausência de oxigénio, comunidades microbianas complexas decompõem a matéria orgânica ao longo de várias semanas.
A saída resultante é o biogás bruto. Neste estado inicial, o gás é altamente volátil e não tratado. Surge normalmente a uma temperatura entre 30°C e 50°C e está saturado com vapor de água. Quimicamente, é constituído por 50-60% metano (CH4) e 30-45% Dióxido de carbono (CO2), fortemente contaminado com sulfureto de hidrogénio altamente corrosivo (H2S), vestígios de partículas de poeira e siloxanos.
Fase 2: Purificação do biogás (remoção de impurezas)
Antes de qualquer processamento avançado poder ocorrer, o gás deve ser estabilizado. Utilizando o métodos de purificação do biogásNa fase de purificação, são executadas três etapas críticas de defesa:
- Condensação (Desidratação): O gás bruto e quente passa por tubagens subterrâneas ou por permutadores de calor de água refrigerada dedicados. À medida que a temperatura desce, o vapor de água a granel condensa-se na forma líquida e é fisicamente drenado do sistema. Isto evita a acumulação de água e a corrosão nas tubagens a jusante.
- Dessulfurização: O gás entra em recipientes de dessulfurização para remover o H2S. Dependendo da escala e de H2S, os operadores utilizam depuradores biológicos (utilizando bactérias especializadas que se alimentam de enxofre), depuradores químicos (utilizando soluções alcalinas) ou meios de dessulfuração de leito seco (como esponjas de ferro ou pastilhas de óxido de ferro) para neutralizar o gás ácido.
- Polimento: Finalmente, o gás passa por filtros de carvão ativado de leito profundo. Esta etapa crucial de polimento retém os compostos orgânicos voláteis (COV), as micropoeiras residuais e os siloxanos altamente nocivos.
Fase 3: Valorização do biogás (CO2 Separação)
Com o gás agora limpo e seco, passa para a instalação de melhoramento para remover o dióxido de carbono. Esta fase de valorização do biogás para biometano é responsável pelo aumento do valor financeiro do produto final.
- Compressão e desidratação profunda: As tecnologias de melhoramento funcionam a pressões elevadas. O gás purificado é introduzido em compressores de alta qualidade, aumentando a pressão normalmente para 10-16 bar (ou mais). Uma vez que a compressão aumenta o risco de condensação, o gás é empurrado através de leitos dessecantes avançados (como peneiras moleculares) para conseguir uma supressão extrema do ponto de orvalho, assegurando que está seco como um osso.
- Núcleo de CO2 Separação: O gás de alta pressão é encaminhado para a unidade de atualização do núcleo. Utilizando princípios físicos ou químicos avançados - como a separação por membranas, a adsorção por oscilação de pressão (PSA) ou a depuração com aminas - o CO2 As moléculas de metano são isoladas e ventiladas (ou capturadas para outras utilizações). O estado do gás resultante é o biometano de alta pureza, com uma concentração de metano elevada a 95%, 98% ou >99%, dependendo da tecnologia específica.
Fase 4: Pós-tratamento e utilização final
O biometano de alta pureza requer preparações finais antes da distribuição comercial. Uma vez que o biometano puro é completamente inodoro e incolor, representa um grave risco de segurança em caso de fuga. Por isso, se o gás se destinar à rede pública, é submetido a uma medição precisa e a uma odorização - a injeção de mercaptanos de cheiro distinto ou de tetrahidrotiofeno (THT) - para cumprir as normas de segurança.
O encaminhamento final depende do modelo de negócio: ou é comprimido e transformado em GNC para frotas de veículos especializados, ou é liquefeito criogenicamente em GNL para transportes pesados, ou é regulado para corresponder à pressão do gasoduto para injeção direta na rede.
Principais tecnologias de valorização do biogás: Uma comparação exaustiva
O coração de uma central de biometano é a unidade de produção de CO2 tecnologia de separação. A seleção do mecanismo correto é uma decisão de engenharia complexa que equilibra os requisitos de pureza, a disponibilidade de energia e as despesas de capital. Segue-se uma análise pormenorizada dos quatro mecanismos dominantes tecnologias de valorização do biogás que operam atualmente no mercado mundial.
- Lavagem com água (absorção física): Trata-se de uma das mais antigas e mais robustas tecnologias de valorização. O seu princípio de funcionamento baseia-se no facto físico de o CO2 é significativamente mais solúvel em água do que o metano. Numa torre de depuração, o biogás bruto a alta pressão é injetado na parte inferior, enquanto a água fresca ou regenerada é fortemente pulverizada a partir da parte superior. Através deste contacto em contracorrente, a água absorve agressivamente o CO2 (e H2S). O metano purificado, que não se dissolve, sai em segurança do topo da coluna. Embora mecanicamente simples e altamente tolerante a impurezas, o facto de depender de depuração de água para a valorização do biogás requer grandes volumes de água e energia eléctrica substancial para as bombas de circulação de água.
- Absorção química (lavagem com aminas): Ao contrário da depuração com água, que se baseia na dissolução física, a depuração com aminas utiliza uma reação química reversível. O biogás é passado através de um solvente líquido - normalmente uma solução de alcanolamina (como MEA ou DEA). A amina liga-se quimicamente ao CO2 com extrema eficiência, permitindo a passagem de metano praticamente puro. O solvente "rico", agora carregado de CO2é então encaminhado para uma coluna de decapagem onde é despressurizado e sujeito a um calor intenso (normalmente acima de 120°C). Este calor quebra a ligação química, libertando o CO2 e regenerando o solvente de amina para reutilização contínua. Produz a mais alta pureza de metano disponível, mas depende inteiramente de uma fonte barata e abundante de energia térmica.
- Adsorção por oscilação de pressão (PSA): O processo de modernização de biogás psa é uma tecnologia seca que se baseia em materiais sólidos porosos avançados, tais como peneiras moleculares de carbono ou peneiras moleculares de zeólito. Estas peneiras apresentam poros microscópicos adaptados a tamanhos moleculares específicos. Sob alta pressão, as moléculas mais pequenas de CO2 são forçadas a entrar nos poros da peneira e ficam presas (adsorvidas), enquanto as moléculas maiores de CH4 passam pela estrutura da peneira. Quando a peneira está saturada, o sistema baixa a pressão (a "oscilação"), fazendo com que a peneira liberte o CO2 para os gases de escape. Os sistemas PSA utilizam normalmente quatro a seis leitos de adsorvente interligados, alternando entre as fases de adsorção e dessorção para assegurar um fluxo contínuo e ininterrupto de gás de produto de elevada pureza.
- Separação por membranas: Esta é atualmente a tecnologia de modernização com maior crescimento devido à sua modularidade. Utiliza membranas de fibra oca poliméricas especialmente concebidas. O princípio baseia-se na permeabilidade selectiva impulsionada pela pressão parcial. O biogás é forçado a passar por milhares de tubos de membrana microscópicos a alta pressão. Como o CO2 são mais pequenas e "mais rápidas", atravessam rapidamente as paredes da membrana e esgotam-se. As moléculas maiores e "mais lentas" de CH4 As moléculas de metano não conseguem passar facilmente através das paredes e são retidas nos tubos, concentrando-se à medida que percorrem o comprimento do módulo. Ao dispor as membranas em cascatas de duas ou três fases, os operadores podem afinar o equilíbrio entre a pureza do produto e a recuperação do metano.
Matriz de comparação e dimensões-chave da decisão
Para facilitar uma avaliação técnica clara, a matriz seguinte compara os principais indicadores de desempenho das quatro tecnologias principais:
| Tecnologia | Gama de caudal ideal | Pureza máxima do metano | Deslizamento de metano (perda) | CAPEX (Investimento inicial) | Caraterísticas OPEX (procura de energia) |
|---|---|---|---|---|---|
| Lavagem com água | Médio a muito grande (>1000 Nm³/h) | 97% - 98% | 1% - 2% | Moderado | Elevado consumo de eletricidade (bombagem de água); elevado consumo de água. |
| Lavagem com aminas | Grande a muito grande (>1500 Nm³/h) | > 99,9% | < 0,1% (Negligenciável) | Elevado | Energia térmica muito elevada (calor para regeneração de solventes); baixa eletricidade. |
| PSA | Médio a grande (>500 Nm³/h) | 97% - 98% | 1,5% - 3% | Moderado a elevado | Eletricidade moderada (compressão); requer substituição regular do suporte. |
| Membrana | Pequeno a grande (altamente escalável) | 97% - 99% | 0,5% - 1,5% | Baixo a moderado | Eletricidade elevada (requer uma pressão de alimentação mais elevada); substituição periódica da membrana. |
Resumo multidimensional: A matriz revela limites claros para a implantação de tecnologias. A depuração com aminas é a escolha indiscutível quando a pureza ultra-alta (>99%) é exigida pela rede e há calor residual abundante disponível para reduzir o OPEX. A depuração com água é robusta, mas limitada geograficamente pela disponibilidade de água e pelos regulamentos de descarga ambiental. O PSA é altamente maduro e lida bem com composições de gás variáveis, embora os operadores tenham de calcular o impacto económico do seu deslizamento de metano ligeiramente mais elevado. A separação por membranas domina o mercado moderno de média escala devido à sua modularidade inigualável - permitindo que os agricultores adicionem facilmente racks de membranas à medida que a sua capacidade de digestão aumenta - e à sua operação "plug-and-play" relativamente simples, apesar de depender fortemente da energia de compressão eléctrica.
Como escolher o sistema certo para a sua fábrica
Selecionar o melhor sistema de valorização do biogás não é uma questão de encontrar a "melhor" tecnologia, mas sim de identificar a combinação mais rentável para as condições específicas do seu local. Uma avaliação técnico-económica completa deve avaliar diversas variáveis interligadas.
Considerações sobre caudal e matéria-prima
A escala de produção de biogás bruto é frequentemente o fator decisivo final. Para projectos agrícolas de pequena e média dimensão (que produzam menos de 500 a 1000 Nm³/h de gás bruto), a separação por membranas é a mais indicada. O seu baixo CAPEX de base e a sua natureza modular e em contentores tornam-na financeiramente viável para fluxos mais pequenos. Por outro lado, no caso de grandes estações de tratamento de águas residuais municipais ou digestores industriais (com uma produção superior a 2000 Nm³/h), as economias de escala são drasticamente favoráveis aos sistemas de lavagem com aminas ou de depuração com água em grande escala.
Além disso, a matéria-prima de origem define a composição inicial do gás, ditando o pré-tratamento necessário. Por exemplo, o gás de aterro (LFG) é notoriamente difícil de processar porque a natureza não selada dos aterros permite que o oxigénio atmosférico (O2) e o azoto (N2) para contaminar fortemente o gás. Dado que as membranas têm dificuldade em separar eficazmente o azoto do metano (uma vez que as suas dimensões moleculares são muito semelhantes), os sistemas avançados de PSA concebidos com peneiras moleculares específicas que rejeitam o azoto são frequentemente a única via tecnológica viável para os projectos de modernização do GFL.
CAPEX, OPEX e Deslizamento de Metano
Um erro fatal no planeamento de projectos é concentrar-se apenas nas despesas de capital iniciais (CAPEX). Num projeto de biometano com uma vida útil de 15 a 20 anos, as despesas operacionais (OPEX) eclipsarão várias vezes os custos iniciais de hardware. Os operadores devem calcular meticulosamente as taxas de serviços públicos locais: uma região com eletricidade barata mas gás natural caro favorece as membranas, enquanto um local com calor térmico residual gratuito exige praticamente um sistema Amine.
Igualmente crítica é a avaliação financeira do "deslizamento de metano". O deslizamento de metano refere-se à pequena percentagem de CH4 que se escapa com o CO2 durante o processo de separação. Se uma fábrica produz 1.000 metros cúbicos de metano por hora, um deslizamento de 2% representa 20 metros cúbicos de produto perdido a cada hora, 24 horas por dia, 7 dias por semana. Ao longo de uma década, isto equivale a enormes perdas diretas de receitas. Além disso, como o metano é um potente gás de efeito estufa (mais de 25 vezes mais impactante que o CO2), as taxas de derrapagem elevadas incorrerão em penalizações financeiras severas ao abrigo dos quadros modernos de contabilização do carbono, potencialmente desqualificando o projeto para receber créditos ambientais de elevado valor.
Principais considerações operacionais e de manutenção
Mesmo a mais sofisticada instalação de tratamento de efluentes falhará financeiramente se a manutenção de rotina for negligenciada. Assegurar uma elevada disponibilidade das instalações (tempo de funcionamento) exige uma abordagem proactiva à manutenção operacional nos segmentos de purificação e de tratamento.
Manutenção de rotina dos sistemas de purificação
A parte frontal da purificação suporta o peso dos contaminantes tóxicos e, portanto, requer a intervenção física mais frequente. Os operadores das instalações devem estabelecer horários rigorosos para a substituição dos meios. As pastilhas de óxido de ferro nos leitos de dessulfurização a seco acabarão por ficar totalmente saturadas com enxofre; se não forem substituídas antes de ocorrer a rutura, enviarão uma onda letal de H2S para os dispendiosos compressores de atualização. Da mesma forma, os filtros de carvão ativado de leito profundo utilizados para a remoção de siloxano devem ser monitorizados através de amostragem periódica de gás e trocados sistematicamente. Além disso, são necessárias inspecções visuais e mecânicas de rotina aos refrigeradores de condensação e às válvulas de drenagem de água automatizadas para garantir que a humidade é constantemente evacuada das linhas de gás bruto.
Manutenção e atualização de equipamento
A manutenção na secção de modernização é geralmente mais preditiva e centrada no equipamento rotativo e na degradação a longo prazo. Independentemente da tecnologia, os compressores de gás de alta pressão são o coração da fábrica. Exigem um cumprimento rigoroso dos intervalos de mudança de óleo, monitorização das vibrações e inspecções aos rolamentos.
Para tecnologias específicas, o foco muda: Os sistemas de membranas requerem uma monitorização constante da filtragem do gás de alimentação (filtros coalescentes) para garantir que nenhuma gota de óleo ou água líquida atinja os polímeros, o que causaria uma incrustação irreversível da membrana. Os operadores devem monitorizar a eficiência da permeação ao longo dos anos para orçamentar eventuais substituições de módulos de membrana. Os sistemas de amina exigem que os engenheiros químicos testem periodicamente o solvente quanto à degradação térmica e à formação de espuma corrosiva, adicionando agentes anti-espuma e amina fresca de reposição, conforme necessário. Para os sistemas PSA, a sequência de válvulas tem de ser calibrada sem falhas e as próprias válvulas pneumáticas têm de ser sujeitas a manutenção para evitar fugas de pressão que destruam a eficiência da separação.
Garantir a eficiência da sua unidade de biogás
No processo de melhoramento do biogás - especialmente em operações de PSA e desidratação frontal profunda - a capacidade de adsorção e a força de esmagamento das peneiras moleculares de elevado desempenho determinam diretamente a taxa de recuperação de metano do seu sistema e a estabilidade operacional a longo prazo. Como fabricante original com mais de 22 anos de profunda experiência no sector, JALON fornece peneiras moleculares e dessecantes de alumina activada altamente personalizados e de qualidade superior, concebidos para garantir uma produção contínua de gás de pureza ultra elevada.