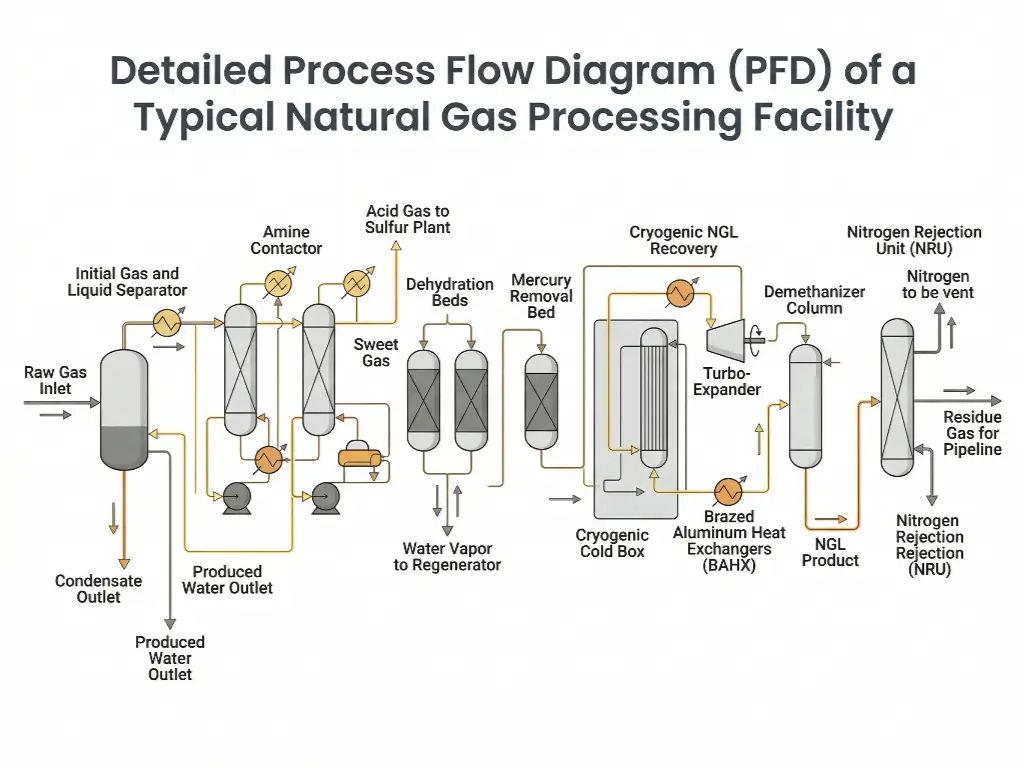
Этапы переработки природного газа: Полное руководство по проектированию
Что такое переработка природного газа?
В энергетическом секторе термин "переработка природного газа" означает сложную последовательность термодинамических и химико-технологических операций, необходимых для превращения сырого, неочищенного газа в природный газ товарного качества. Чтобы понять необходимость этой инфраструктуры, мы должны сначала обратиться к фундаментальному определению исходного сырья. Когда сырой природный газ извлеченный из земли и поступает на устье скважины, он далеко не является чистым метаном. Вместо этого он представляет собой высоколетучую и сложную многофазную смесь.
Этот сырой поток обычно содержит смесь легких углеводородов (метан), более тяжелых жидкостей природного газа (этан, пропан, бутан и пентаны), насыщенный водяной пар (H₂O), высокотоксичный сероводород (H₂S), диоксид углерода (CO₂), инертные газы, такие как азот и гелий, а также следы тяжелых металлов, например ртути, и механические примеси, такие как песок и скважинные жидкости.
Обработка этой многофазной смеси служит двум основным, не подлежащим обсуждению целям в работе современного предприятия:
- Очищение (кондиционирование): Главная цель - строгое удаление коррозионных, токсичных и негорючих примесей. Это позволяет обеспечить соответствие газа универсальным, строго регламентированным тарифным требованиям трубопроводов. Например, Ассоциация переработчиков газа (GPA) и Американский институт нефти (API) предписывают, что продаваемый газ должен содержать менее 4 ppmv (частей на миллион по объему) H₂S, а содержание CO₂ должно быть строго ограничено до 2%. Несоблюдение этих требований приводит к остановке трубопроводов и серьезной металлургической деградации газотранспортной сети.
- Сепарация (извлечение ШФЛУ): Второстепенной, но экономически важной задачей является извлечение высокоценных жидких побочных продуктов. Этан, пропан и бутан являются фундаментальными строительными блоками для мировой нефтехимической промышленности (используются в производстве пластмасс, хладагентов и топлива). Выделение этих ШФЛУ из потока насыщенного метана позволяет максимизировать экономическую отдачу перерабатывающего предприятия.
Шаг 1: Первоначальное разделение газа и жидкости
В тот момент, когда многофазный поток сырого газа пересекает границы батареи перерабатывающего завода, он вступает в начальную фазу разделения газа и жидкости. Эта стадия является основной физической защитной линией для всего последующего оборудования. Если позволить сыпучим жидкостям и твердым частицам миновать эту стадию, они вызовут катастрофическое вспенивание в аминных контакторах, перегрузку слоев обезвоживания и разрушение аэродинамического баланса крыльчаток компрессоров, расположенных ниже по потоку.
Механизм работы этой начальной фазы полностью основан на гидродинамике, в частности на изменении импульса и гравитационном оседании. При резком снижении скорости входящего потока газа более тяжелые капли жидкости и твердые частицы теряют свою кинетическую энергию. Согласно закону Стокса, как только скорость восходящего потока газа становится меньше конечной скорости оседания капель, жидкость выпадает из газовой фазы и скапливается на дне сосуда.
Носители основного оборудования для первоначального разделения
Для осуществления такого физического разделения инженеры используют массивные статические сосуды высокого давления:
- Ловцы слизней: Сборные трубопроводы проходят по разным рельефам, что приводит к скоплению жидкости в низких местах. Периодически давление газа выталкивает эти скопившиеся жидкости вперед в виде массивных, высокоскоростных "пуль". Улавливатели пробок - это исключительно высокообъемные буферные емкости (часто построенные в виде серии параллельных труб большого диаметра, известных как улавливатели типа "арфа"), разработанные специально для поглощения этих огромных потоков жидкости без превышения постоянной производительности установки.
- Двухфазные и трехфазные сепараторы: После улавливания первичных пробок газ поступает в прецизионные сосуды под давлением. Двухфазный сепаратор отделяет газ от общей жидкости, а трехфазный сепаратор использует удельную гравитационную разницу для дальнейшего разделения жидкостей на углеводородную фазу (конденсат) и водную фазу (пластовая вода). Эти емкости оснащены внутренними входными диверторами для снижения импульса входящего потока, обширными секциями гравитационного отстаивания для разделения фаз, а также высокотехнологичными демистерскими прокладками (туманоуловителями из плетеной сетки или лопастных пакетов) на выходном патрубке газа для перехвата и коалесценции микрокапель, предотвращающих перенос жидкости в последующие установки подслащивания.
Этап 2: Удаление кислых газов (подслащивание газа)
После первоначального физического разделения газовый поток, теперь свободный от сыпучих жидкостей, но все еще содержащий смертельно опасные и коррозийные газообразные примеси, поступает в блок удаления кислых газов. В промышленной терминологии газ, содержащий H₂S и CO₂, называется "кислым газом", а газ, лишенный этих компонентов, - "сладким газом".
Цель процесса здесь имеет первостепенное значение для безопасности предприятия и выживания инфраструктуры. H₂S не только смертельно токсичен для персонала при низких концентрациях, но и в присутствии свободной воды он растворяется с образованием слабой кислоты, которая агрессивно воздействует на углеродистую сталь, вызывая локальную точечную коррозию и сульфидное растрескивание под напряжением (SSC). Аналогичным образом CO₂ образует углекислоту, которая приводит к быстрой коррозии трубопроводов с потерей веса. Кроме того, если CO₂ не удалить, он замерзнет на последующих стадиях криогенного сжижения, действуя как сухой лед, разрушающий высокоскоростные вращающиеся механизмы.
Основным химическим механизмом, используемым для подслащивания газа, является процесс аминовой обработки. Он основан на использовании водного растворителя алканоламина, чаще всего метилдиэтаноламина (MDEA) или диэтаноламина (DEA). Процесс работает по непрерывному циклу абсорбции и термической регенерации. На этапе абсорбции холодный кислый газ под высоким давлением течет вверх, а отбензиненный (чистый) раствор амина течет вниз. Амин химически связывается с молекулами H₂S и CO₂. Теперь "богатый" амин (насыщенный кислыми газами) направляется в высокотемпературную колонну регенератора низкого давления, где тепло разрывает химические связи, вываривая кислые газы, которые направляются в блок регенерации серы, а восстановленный обедненный амин подается обратно, чтобы начать цикл снова.
Носитель основного оборудования: Аминовые контакторы
Сердцем этой операции является аминовый контактор (абсорбер). Это высокие толстостенные вертикальные сосуды под давлением, предназначенные для максимального увеличения массообмена между газовой и жидкой фазами. Для этого внутренние части контактора оснащены фракционирующими лотками (такими как лотки с клапанами или лотки с пузырьковыми пробками) или структурированной набивкой. Эти внутренние элементы заставляют поднимающийся кислый газ бурно бурлить в нисходящем жидком амине, максимизируя площадь противоточного контакта и обеспечивая завершение химической реакции.
Состояние выхода критического процесса: Инженерам-технологам необходимо обратить внимание на физическое состояние газа, выходящего из верхней части аминового контактора. Поскольку растворитель амина представляет собой водный раствор (часто 50% воду), сладкий газ, выходящий из установки, полностью насыщен водой при рабочем давлении и температуре. Это создает новую, критическую угрозу для системы, требуя немедленного и высокоэффективного обезвоживания ниже по потоку.
Шаг 3: Технологии обезвоживания природного газа
Насыщенный водой сладкий газ нельзя транспортировать или охлаждать в его текущем состоянии. Если позволить водяному пару оставаться в газовом потоке, любое последующее снижение температуры или повышение давления приведет к конденсации воды. В газовых системах высокого давления этот конденсат вступает в реакцию с молекулами легких углеводородов (таких как метан и этан), образуя газовые гидраты - твердые кристаллические структуры, похожие на лед. Гидратные пробки могут образовываться за считанные секунды, полностью перекрывая трубопроводы, заклинивая клапаны и вызывая катастрофические перегрузки. Поэтому обезвоживание является обязательным этапом.
Однако логика выбора технологии обезвоживания не является универсальной. Выбор технологии строго зависит от термодинамических пределов и температурных профилей, требуемых для последующего процесса. Инженеры должны выбирать между стандартной жидкостной абсорбцией (TEG) для обычных трубопроводов и адсорбцией на твердых влагопоглотителях (молекулярные сита) для сверхнизкотемпературных операций.
Матрица выбора обезвоживания: ТЭГ против молекулярного сита
| Размеры / параметры | Дегидратация ТЭГ (триэтиленгликоля) | Цеолитовое молекулярное сито Глубокая дегидратация |
|---|---|---|
| Наименьший предел точки росы воды | Приблизительно -50°F (-45°C) | < -150°F (-101°C) / < 0,1 ppmv |
| Применение для последующего использования | Стандартный коммерческий трубопроводный транспорт | Криогенное извлечение ШФЛУ, сжижение СПГ |
| Профиль энергопотребления | Низкая (умеренный режим работы ребойлера) | Высокая (Требуется высокотемпературный газ для регенерации) |
| CAPEX / OPEX | Низкие первоначальные капитальные затраты, умеренные эксплуатационные расходы | Высокие первоначальные капитальные затраты, циклические эксплуатационные расходы |
Целостность аппаратного носителя и влагопоглотителя
Когда проект установки предусматривает глубокое извлечение ШФЛУ, системы ТЭГ термодинамически не способны предотвратить образование льда в холодильной камере. Вместо этого на заводе необходимо использовать цеолитовые молекулярные сита. Эти системы основаны на твердофазной физической адсорбции, при которой молекулы воды задерживаются в высокооднородной микропористой кристаллической структуре алюмосиликатного цеолита.
Оборудование системы для обезвоживания молекулярных сит является массивным и высокоавтоматизированным. В ней используются двух- или многослойные адсорберы, работающие в непрерывном цикле качания. В то время как один из сосудов активно адсорбирует воду из природного газа под высоким давлением, другой сосуд находится в автономном режиме и проходит стадию регенерации. Эта регенерация включает в себя прохождение потока очень горячего сухого остаточного газа (часто нагретого до 500-600°F с помощью высокотемпературных регенерационных нагревателей) через влажный слой для испарения и вымывания задержанной влаги. После высыхания слой охлаждается и снова переводится в режим ожидания. Автоматические переключающие клапаны управляют этим сложным балетом, обеспечивая непрерывный поток сухого газа для последующего процесса.
Поскольку эти адсорбирующие слои являются конечными шлюзами для применение природного газа Ниже по течению, физико-механические ограничения самого осушителя имеют первостепенное значение. Циклический характер процесса создает огромную нагрузку на материалы.
Для обеспечения механической целостности блока обезвоживания и предотвращения деградации слоя физические параметры осушителя имеют решающее значение. Например, молекулярные сита JALON'4A и 13X обладают высокой прочностью на раздавливание (например, >85 Н) и чрезвычайно низкой степенью истощения (<0,1 мас./т%). Изготовленный в условиях строгой автоматизации DCS, полученный равномерный размер частиц и высокая насыпная плотность позволяют слою выдерживать серьезные механические и тепловые нагрузки тысяч циклов адсорбции с изменением температуры (TSA) без образования порошка, тем самым надежно защищая расположенные ниже по потоку криогенные турбодетандеры.
Шаг 4: Предварительное криогенное удаление ртути
Когда газ становится сухим, можно считать, что он готов к экстремальному охлаждению. Однако существует скрытый, крайне разрушительный элемент, с которым необходимо бороться: следы ртути. Строгая последовательность процесса диктует, что удаление ртути является абсолютным условием перед тем, как газ будет допущен в криогенную секцию. Если этот этап пропустить или неправильно разместить его после холодильного бокса, финансовые последствия и безопасность будут катастрофическими.
Химическая опасность ртути заключается в металлургическом явлении, известном как охрупчивание жидкого металла (ОЖМ). На заводах по переработке природного газа в криогенных секциях широко используется алюминий, поскольку при экстремально низких температурах он становится прочнее и пластичнее (в отличие от обычной стали, которая становится хрупкой). Однако следы ртути в газовом потоке при определенных температурах конденсируются в жидкость. Когда жидкая ртуть контактирует с алюминиевыми сплавами, используемыми в теплообменниках, она быстро амальгамируется с алюминием, разрушая границы зерен металла. Без удаления ртуть быстро корродирует, ослабляет и растрескивает оборудование, расположенное ниже по потоку, что может привести к катастрофическим разрывам под высоким давлением, взрывам и полному отказу установки.
Чтобы нейтрализовать эту угрозу, инженеры используют высокоспециализированное оборудование и химические механизмы. Осушенный газ проходит через напорные сосуды с фиксированным слоем, заполненные активированным углем, пропитанным серой (или специальными абсорбентами на основе оксида переходного металла). Когда газ проходит через пористую углеродную матрицу, пары элементарной ртути вступают в реакцию хемосорбции с пропитанной серой, образуя высокостабильное твердое соединение, известное как сульфид ртути (HgS). Это соединение надолго связывает и удерживает ртуть в слое, обеспечивая безопасность газа, выходящего из установки, для взаимодействия с алюминиевой металлургией.
Шаг 5: Криогенное извлечение и фракционирование ШФЛУ
Теперь газ полностью очищен от кислых газов, обезвожен до уровня влажности ниже ppm и очищен от ртути, и наконец готов к работе в самой жесткой термодинамической среде на заводе: Криогенное извлечение ШФЛУ. Цель состоит в том, чтобы охладить газовый поток до таких экстремальных отрицательных температур, чтобы ценные тяжелые углеводороды (этан, пропан и бутан) потеряли свое газообразное состояние и сконденсировались в пригодные для сбора жидкости, оставив только чистый метановый газ для отправки в трубопровод.
Термодинамический механизм, приводящий к такому экстремальному падению температуры, - это адиабатическое расширение. Если в старых установках для расширения газа использовались клапаны Джоуля-Томсона (J-T), то в современных высокоэффективных установках используется изоэнтропийный процесс расширения. Заставляя газ под высоким давлением совершать физическую работу при расширении, тепловая энергия быстро отводится из газового потока, что приводит к значительно более глубокому падению температуры, чем при простом расширении с помощью клапанов.
Носители основного оборудования для криогенной техники
В основе процесса извлечения ШФЛУ лежат два чуда механической и тепловой техники:
- Турбо-экспандеры: Это высокоскоростные вращающиеся механизмы, которые выполняют двойную задачу. Предварительно охлажденный природный газ под высоким давлением поступает в турбину расширителя, вращая высокотехнологичные радиальные крыльчатки со скоростью десятки тысяч оборотов в минуту. По мере того как газ расширяется и совершает эту механическую работу, его давление резко падает, а температура резко снижается - часто до -120-150°F (-84°C -101°C). При таких температурах ШФЛУ конденсируется и выпадает из газовой фазы. Кроме того, механическая мощность, создаваемая расширяющимся газом, передается через центральный вал для привода дожимного компрессора на другой стороне, что позволяет эффективно повторно сжимать отбензиненный остаточный газ для экспорта по трубопроводу.
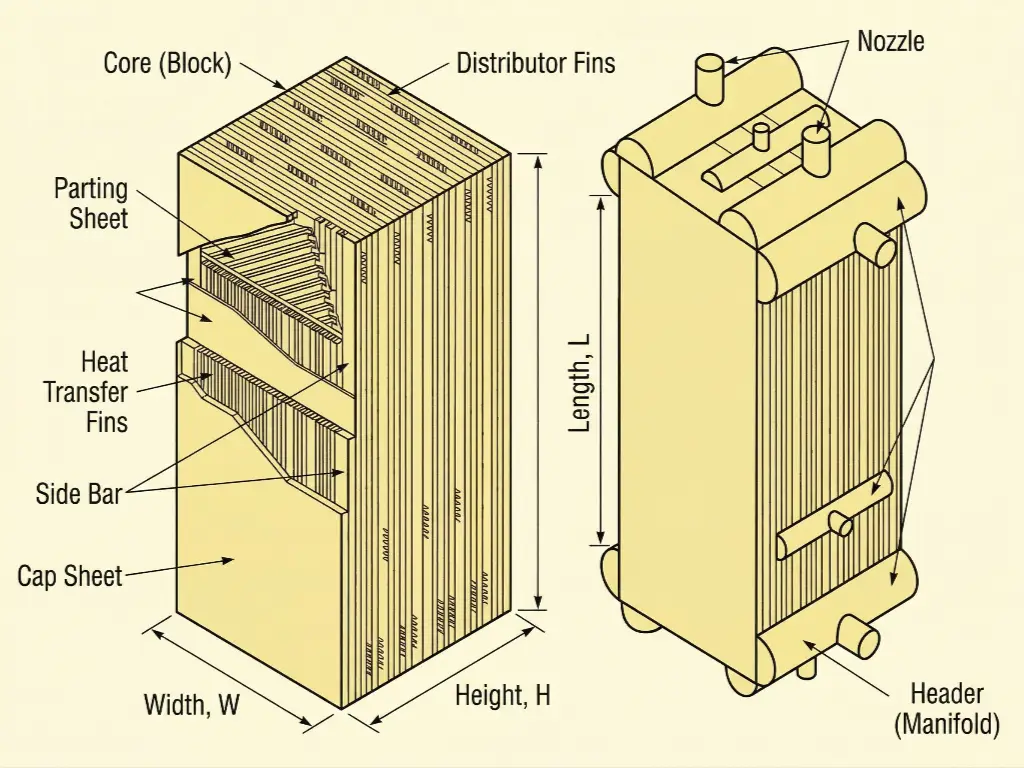
- Паяные алюминиевые теплообменники (BAHX): Часто называемые "холодными боксами", они представляют собой чрезвычайно компактные, высокоэффективные теплообменные устройства. Изготовленные из чередующихся слоев гофрированных алюминиевых ребер, припаянных между плоскими листами, они обеспечивают беспрецедентное соотношение площади поверхности к объему, способствуя мощному теплообмену, необходимому для предварительного охлаждения входящего газа с помощью холодного выходящего остаточного газа. Однако сложная конструкция микроканалов является их самой большой уязвимостью. Инженеры-технологи должны понимать, что BAHX строго зависит от безупречного выполнения шага 3 и шага 4. Если молекулярные сита не смогут обеспечить влажность 0,1 ppmv, микроканалы мгновенно закупорятся льдом и гидратами. Если ртутные слои выйдут из строя, алюминиевые ребра распадутся через LME.
Шаг 6: Установка для отвода азота (NRU)
В некоторых геологических резервуарах сырой природный газ сильно загрязнен азотом. Хотя азот не является коррозийным или токсичным, как сероводород, он представляет собой серьезную коммерческую проблему: это инертный, негорючий газ. Высокая концентрация азота действует как разбавитель, сильно снижая объемную теплотворную способность газового потока.
Технологическая задача установки отбора азота (NRU) заключается в целенаправленном удалении этого инертного газа, чтобы конечный газ соответствовал минимальному количеству британских тепловых единиц (BTU) или теплотворной способности, как того требуют тарифы коммерческих трубопроводов. Если значение BTU слишком низкое, промышленные горелки и бытовые приборы будут работать небезопасно и неэффективно, и газ будет отклонен компанией-перевозчиком.
Поскольку азот и метан имеют невероятно низкие и относительно близкие точки кипения (-320°F и -258°F соответственно), разделение не может быть достигнуто путем простой абсорбции. Вместо этого в установках NRU используется сложная криогенная дистилляция. Часто она термически связана с отходящими газами установки извлечения ШФЛУ. Благодаря использованию специализированных криогенных фракционирующих колонн азот отгоняется в виде паров и безопасно выбрасывается в атмосферу, а чистый метан с высоким содержанием теплоты сгорания извлекается из нижней части, сжимается и отправляется на рынок.
Инфраструктурные и металлургические ограничения в масштабах завода
Для полного понимания работы газоперерабатывающего завода необходимо осознать его системную основу. Хотя мы подробно описали последовательные этапы обработки, некоторые критические элементы инфраструктуры охватывают весь жизненный цикл завода и не ограничиваются одним блоком. Эти всеобъемлющие системы диктуют физический поток и структурную безопасность всего многомиллионного объекта.
Компрессорные станции: Сердцебиение завода
Газ не течет сам по себе, ему необходим перепад давления. Компрессорные станции выступают в качестве движущей силы установки, поддерживая систематический гидравлический поток от устья скважины до конечного экспортного трубопровода. В зависимости от объемного расхода и требуемой степени сжатия на станциях используются либо высокоскоростные центробежные компрессоры (для больших объемов, непрерывного потока), либо мощные поршневые компрессоры (для высоких коэффициентов давления и переменных нагрузок).
Впускные компрессоры повышают давление в линиях сбора низкого давления до рабочего давления в установках амина и дегидратации. Дожимные компрессоры (часто приводимые в действие турбодетандером) помогают восстановить давление, потерянное в процессе переработки. И наконец, массивные компрессоры остаточного газа забирают полностью переработанный, очищенный метан и повышают его давление до 1 000+ PSI, необходимое для продвижения газа на сотни миль по коммерческому трубопроводу.
Металлургические и трубопроводные стандарты
Инженеры-технологи должны ориентироваться в очень сложных и противоположных металлургических ограничениях в разных зонах завода. Труба, которая совершенно безопасна на одном участке, может потерпеть катастрофическое, взрывное разрушение на другом.
- Ограничения, связанные с кислым газом: На начальных этапах разделения и обработки амином (этапы 1 и 2) трубопроводы, клапаны и фитинги подвергаются воздействию влажного сероводорода. Стандартная углеродистая сталь под высоким растягивающим напряжением будет поглощать атомарный водород, что приведет к образованию внутренних пузырей и внезапному хрупкому разрушению. Поэтому вся металлургия в этих зонах должна строго соответствовать требованиям NACE MR0175 / ISO 15156 стандарты. Это диктует жесткие ограничения на твердость стали (обычно не более 22 HRC) и требует специальной термической обработки после сварки для обеспечения устойчивости к сульфидному растрескиванию под напряжением (SSC).
- Криогенные ограничения: И наоборот, на участках извлечения ШФЛУ и отвода азота (этапы 5 и 6) угроза носит не химический, а термический характер. Стандартная углеродистая сталь резко теряет ударную вязкость при отрицательных температурах, претерпевая переход от вязкости к хрупкости. Небольшой удар или скачок давления при температуре -150°F может разбить стандартную сталь, как стекло. Поэтому для трубопроводов и сосудов под давлением в криогенных секциях требуется специализированная низкотемпературная углеродистая сталь (LTCS) для умеренно холодных секций и высоколегированная аустенитная нержавеющая сталь (например, 304L или 316L) для экстремально холодных секций, чтобы предотвратить хрупкое разрушение при экстремальном холодном ударе.
В конечном итоге переработка природного газа представляет собой крайне взаимозависимую последовательность операций, где успех каждого этапа напрямую диктует выживание следующего. От начальной сепарации на устье скважины до глубокого криогенного извлечения ШФЛУ поддержание строгого термодинамического, химического и металлургического контроля является единственным способом достижения технических характеристик трубопровода и максимизации общей рентабельности завода.
Обеспечение надежности оборудования с помощью превосходной технологии осушителей
Компания JALON использует более чем двадцатилетний опыт производства, чтобы предоставить основополагающие материалы, которые делают возможными эти экстремальные процессы. Наши высокоэффективные цеолитные молекулярные сита разработаны для обеспечения максимальной прочности на раздавливание, сверхнизких скоростей истощения и чрезвычайно глубокой дегидратации, что гарантирует непрерывное выполнение криогенных операций без угрозы замерзания гидратов или дорогостоящей деградации слоя.








