Объяснение принципа действия катализаторов гидрокрекинга: как химические свойства цеолитов определяют эффективность нефтеперерабатывающих заводов
Как работает катализатор гидрокрекинга — «двухфункциональный двигатель»
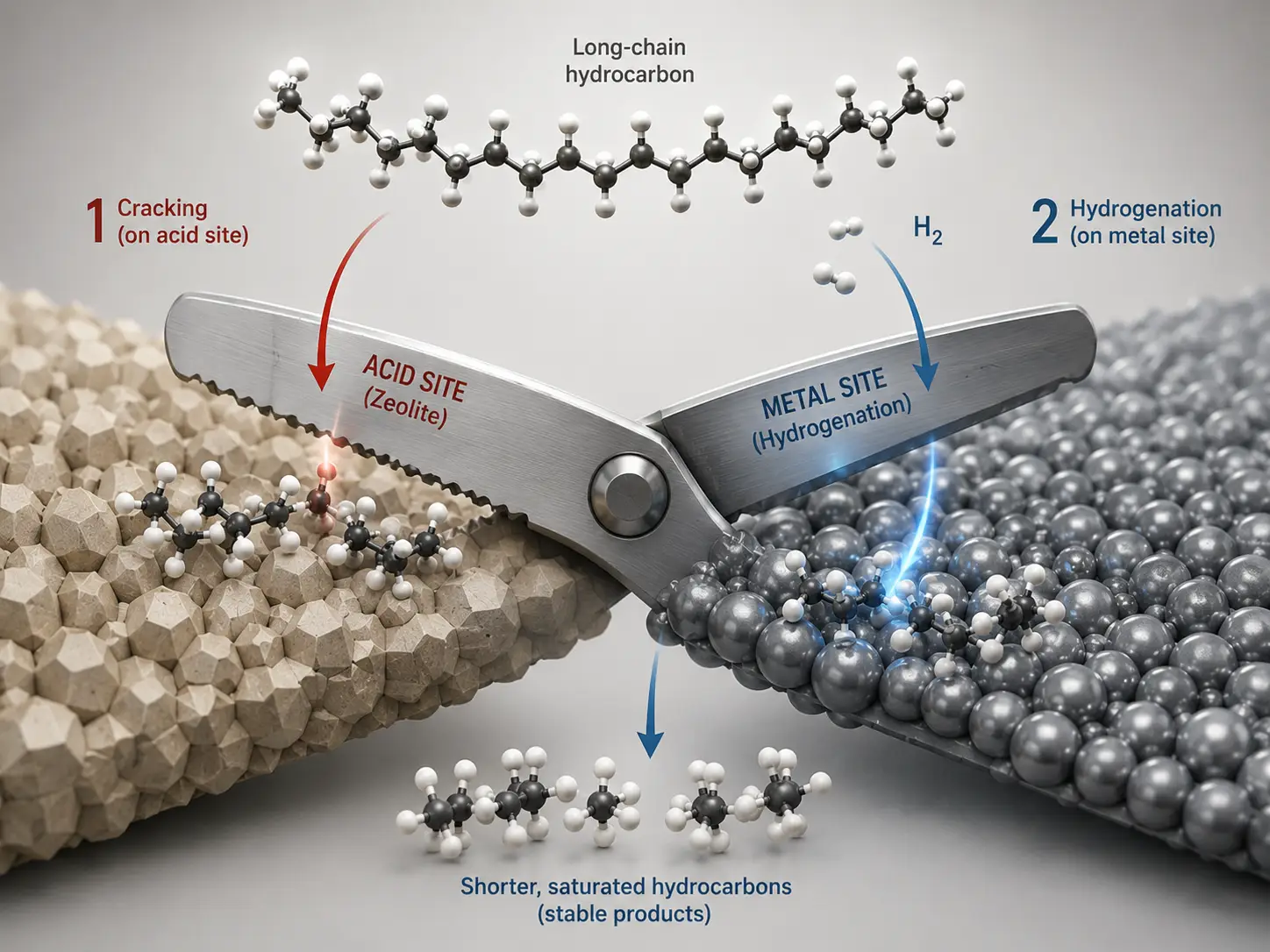
Каждый гидрокрекинг По сути, катализатор представляет собой систему, состоящую из двух частей. Кислотная функция — обеспечиваемая цеолитным или аморфным кремнеземно-глиноземным носителем — расщепляет крупные молекулы углеводородов на более мелкие и изменяет их скелетную структуру посредством изомеризации. Металлическая функция — обычно никель, молибден, вольфрам, платина или палладий, нанесенные на носитель — обеспечивает гидрогенизацию и дегидрогенизацию. Эти две функции должны работать в точном балансе. При избыточной кислотности катализатор перекракивает, производя избыток легких газов и кокса. При избыточной активности металла катализатор перегидрирует, подавляя реакции крекинга, необходимые для конверсии.
В промышленных условиях этот баланс поддерживается при давлении 10–20 МПа, температуре 350–430 °C и соотношении водород/нефть 800–2000 Нм³/м³. Плотность активных центров в типичном катализаторе гидрокрекинга составляет от 0,2 до 0,5 ммоль/г — это узкий диапазон. Разработчики рецептур катализаторов достигают этого диапазона, выбирая определенные типы цеолитов и подбирая соотношение кремния к алюминию. Если ошибиться в одном из этих параметров, установка будет страдать от последствий в течение всего 2–5-летнего цикла.
Представьте себе ножницы. Кислотные сайты — это одно лезвие, а металлические сайты — другое. Ни одно из лезвий не режет хорошо в одиночку. Вместе они разрезают углерод-углеродные связи с хирургической точностью — цеолит определяет место разреза, а металл обеспечивает движущую силу. Остальная часть этой статьи посвящена тому, как выбрать правильную пару лезвий для вашего сырья и целей производства.
Типы цеолитов в гидрокрекинге — молекулярная структура, определяющая эффективность катализатора
Прежде чем перейти к рассмотрению конкретных цеолитов, полезно определить общие критерии оценки. Три параметра определяют, какую роль тот или иной цеолит играет в катализаторе гидрокрекинга: размер пор (какие молекулы могут достигать активных центров), соотношение кремния к алюминию или Si/Al (которое определяет кислотную силу и плотность кислотных центров) и индекс ограничения или CI (который количественно определяет селективность по форме — насколько сильно структура пор различает молекулы различной формы). Имейте в виду эти три параметра, когда мы будем рассматривать каждый тип.
USY и деалуминированный Y — основные каталитические наполнители для гидрокрекинга дистиллятов
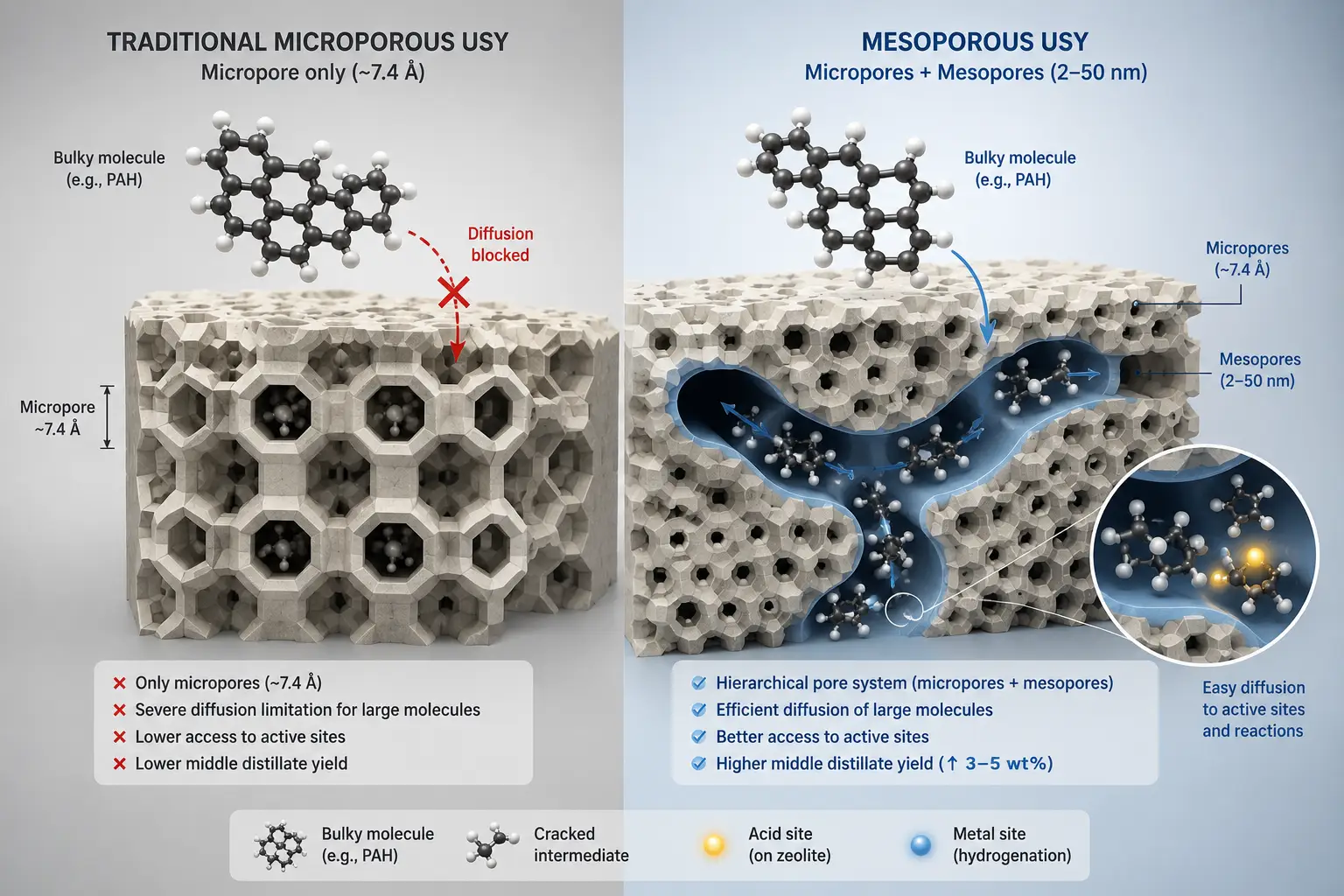
В коммерческом гидрокрекинге преобладает ультрастабильный цеолит Y, построенный по топологии FAU. Его поры с 12-членными кольцами имеют диаметр примерно 7,4 Å и образуют трехмерную систему пересекающихся каналов — это означает, что у молекул реагентов всегда есть несколько путей для достижения активного центра, подобно супермаркету с тремя пересекающимися проходами вместо одного. Более 701 TP3T установок гидрокрекинга в мире работают на катализаторах на основе Y.
Определяющим фактором для USY является соотношение Si/Al в его каркасе. Исходный материал, NaY, имеет соотношение Si/Al около 3–6 и слишком высокую плотность кислотных центров для контролируемого гидрокрекинга — в этом случае произошло бы чрезмерное крекирование всего материала до газообразного состояния. Благодаря удалению алюминия паром алюминий каркаса избирательно удаляется, повышая соотношение Si/Al до значений от 20 до более 50 для наиболее сильно обезумененных марок. Это имеет значение, поскольку каждый атом алюминия создает один кислотный центр. Более высокое соотношение Si/Al означает меньшее количество кислотных центров на единицу массы — это изменяет поведение катализатора с «неизбирательного крекинга» на «селективное расщепление» за счет уменьшения вторичного крекинга, в то время как оставшиеся центры, будучи более изолированными, демонстрируют измененную селективность, а не равномерно более сильную внутреннюю кислотность. Для максимизации выхода средних дистиллятов предпочтительны соотношения Si/Al выше 20, поскольку меньшее количество кислотных центров снижает вторичное крекирование молекул дизельного диапазона.
Последние достижения в области мезопористых USY позволяют создать второй уровень пористости — мезопоры размером 2–50 нм, вырезанные в микропористом кристалле, — что значительно улучшает диффузию объемных многоядерных ароматических молекул. В прямых сравнениях мезопористый USY обеспечивает на 3–5 % более высокий выход средних дистиллятов, на 2–3 % меньший объем газа и на 5–8 % более низкое потребление водорода по сравнению с традиционным USY при тех же условиях (Обзор ScienceDirect, 2020).
Важное замечание: цеолиты Y с замещением редкоземельными элементами (REY) — в которых катионы RE³⁺ занимают места в клетке содалита для повышения стабильности каркаса — хорошо работают с катализаторами на основе благородных металлов (Pt, Pd), но могут оказывать активное негативное влияние в сочетании с неблагородными металлами (Ni-Mo, Ni-W). Катионы редкоземельных элементов препятствуют образованию активной фазы Ni-Mo-S или Ni-W-S, снижая общую активность. Если для вашего сырья требуются катализаторы на основе неблагородных металлов, избегайте использования REY.
ZSM-5 и цеолиты со средними порами — селективный крекинг по форме для получения максимального количества легких продуктов
Каталитический наполнитель ZSM-5, построенный по топологии MFI, работает по совершенно иному принципу. Его поры в виде 10-членного кольца имеют размер примерно 5,5 Å — достаточно узкие, чтобы пропускать нормальные парафины и слаборазветвленные изопарафины, но слишком узкие для многоразветвленных изомеров и полициклических ароматических углеводородов. Это придает ZSM-5 индекс ограничения (CI) 3–8, что намного выше, чем у USY (CI < 1). На практике он селективно крекирует низкооктановые нормальные парафины в диапазоне кипения бензина, при этом в значительной степени сохраняя многоразветвленные изомеры и объемные ароматические молекулы, которые не могут проникнуть в его узкие поры.
ZSM-5 практически никогда не используется в одиночку при гидрокрекинге. Вместо этого он применяется в качестве добавки в количестве 5–15 масс. % в составе основного катализатора на основе USY. При добавлении 10% по массе он повышает выход легких олефинов (C₃–C₄) примерно на 3–5 процентных пунктов — однако каждые 5% по массе добавленного ZSM-5 также снижают выход дизельного топлива примерно на 3–4 процентных пункта. Расчет нефтепереработчика прост: если на вашем рынке легкие олефины стоят дороже дизельного топлива, ZSM-5 окупается.
Типичный промышленный ZSM-5 для гидрокрекинга имеет соотношение Si/Al от 30 до более 300 — что значительно выше, чем у цеолитов серии Y, — и содержит гораздо меньше кислотных центров. При умеренном соотношении Si/Al (30–80) оставшиеся кислотные центры относительно изолированы и демонстрируют высокую частоту оборота для селективного крекинга; при очень высоком соотношении Si/Al (>150) активность становится ограниченной диффузией, а не кислотной силой. Именно поэтому ZSM-5 осуществляет селективный, а не беспорядочный крекинг: преобразуются только те молекулы, которые физически могут проникнуть в поры и столкнуться с одним из редких сильных кислотных центров.
Beta и Mordenite — специализированные инструменты для конкретных видов кормов
Бета-цеолит занимает промежуточное положение. Его поры в виде 12-членного кольца (примерно 6,6–7,0 Å) образуют трехмерную систему каналов, которая немного уже, чем у USY, с индексом ограничения 0,6–2. Это делает бета-цеолит по своей природе более селективным по отношению к парафинам и менее агрессивным по отношению к ароматическим углеводородам — идеальный профиль для производства базовых масел для смазочных материалов, где цель состоит в крекинге парафинов (нормальных углеводородов) при сохранении изопарафинового остова, придающего базовому маслу высокий индекс вязкости. Диапазон Si/Al в Beta чрезвычайно широк — от 5 до почти бесконечности в виде чистого кремнезема — что дает разработчикам катализаторов огромную гибкость в настройке кислотности для конкретных видов сырья.
Морденит, напротив, специализируется на работе в жестких условиях. Его поры с 12-членными кольцами расположены в виде одномерной системы каналов — это скорее однополосная дорога, чем сеть автомагистралей, как у USY, — что делает его уязвимым для закупорки устьев пор коксом. Однако морденит компенсирует это исключительной кислотостойкостью. В сырье с содержанием серы более 5000 ppm катализаторы на основе морденита демонстрируют значительно лучшую структурную стабильность, чем USY, при эквивалентных соотношениях Si/Al. Это делает его ценным в первом этапе гидрокрекинга тяжелого вакуумного газойля, где на участке предварительной обработки может не удаваться полное удаление серы.
Металлическая сторона — подбор металлов для гидрирования в зависимости от исходного сырья и поставленных целей
Если цеолит определяет, какие углеводороды подвергаются крекингу и каким образом, то металлический компонент определяет, насколько хорошо промежуточные олефины насыщаются, прежде чем они могут рекомбинировать в кокс. В промышленной практике преобладают четыре комбинации металлов:
| Металлическая система | Лучший товар для целевой аудитории | Пригодность корма | Ключевое ограничение |
|---|---|---|---|
| Никель-молибден | Максимизация доли бензина и нафты | VGO, кислые сырьевые материалы (с высоким содержанием серы) | Умеренное гидрирование; возможно чрезмерное крекирование с образованием легких фракций |
| Ни-В | Максимизация производства дизельного топлива / средних дистиллятов | VGO, корма с высоким содержанием азота | Наиболее интенсивное гидрирование; более низкая активность крекинга по сравнению с Ni-Mo |
| Pt / Pd | Высокооктановый бензин, базовые масла для смазочных материалов | Только предварительно гидроочищенное сырье | Чувствительность к сере: содержание S более 10 ppm приводит к быстрой деактивации |
| Ко-Мо | Гидроочистка / предварительная обработка | Корма с высоким содержанием серы | Наименьшая активность растрескивания; в основном используется в качестве катализатора десульфуризации |
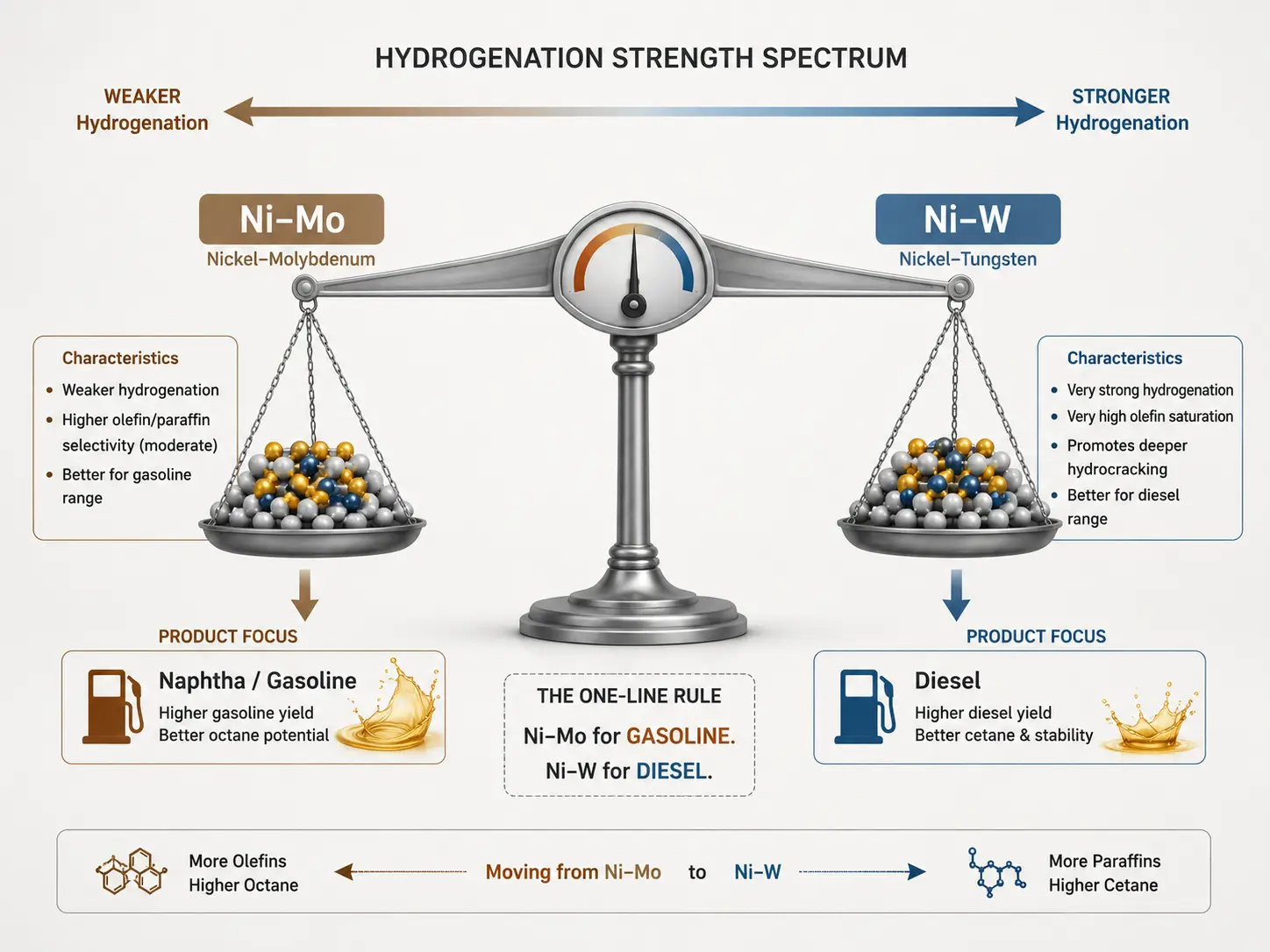
Основными промышленными катализаторами являются Ni-Mo и Ni-W. Типичный катализатор Ni-Mo содержит 3–5 мас. % NiO и 15–25 мас. % MoO₃ на носителе; состав Ni-W содержит 4–6 мас. % NiO и 20–28 мас. % WO₃. Более высокая нагрузка вольфрама отражает более высокую атомную массу вольфрама и тот факт, что катализаторам Ni-W требуется больше металла для достижения той же плотности активных центров.
Разница в селективности продуктов между этими двумя системами хорошо известна: более выраженная гидрогенизирующая способность Ni-W позволяет полнее насыщать ароматические кольца, защищая молекулы среднего диапазона дистиллятов от вторичного крекинга. Более слабое гидрирование Ni-Mo оставляет больше олефиновых промежуточных продуктов, которые подвергаются повторному крекингу с образованием более легких продуктов — что желательно, когда целевым продуктом является нафта, и нежелательно, когда целевым продуктом является дизельное топливо.
Катализаторы на основе благородных металлов (Pt, Pd) демонстрируют исключительно высокую активность при нагрузке всего 0,3–1,0 мас. % — это примерно в 20–50 раз меньше содержания металла, чем в системах на основе неблагородных металлов. Однако такая эффективность имеет свою цену: сера для них губительна. Содержание серы в сырье выше 10 ppm необратимо дезактивирует активные центры Pt, а даже 50 ppm приводит к катастрофическим последствиям. Поэтому катализаторы на основе благородных металлов ограничены применением на второй ступени двухступенчатых установок гидрокрекинга, где катализатор предварительной очистки первой ступени уже удалил серу и азот до следовых количеств.
Подбор катализатора с учетом исходного сырья и целей по получению продукта — методика принятия решений
Выбор катализатора гидрокрекинга, по сути, представляет собой задачу с тремя входными параметрами и одним выходным результатом. Входными данными являются свойства сырья (содержание серы и азота, диапазон дистилляции, ароматичность, содержание металлов), набор целевых продуктов (бензин, реактивное топливо, дизельное топливо или базовые масла для смазки) и ограничения установки (максимальное парциальное давление водорода, минимальная объемная скорость, доступная мощность охладителя). Результатом является рекомендуемый тип цеолита, комбинация металлов и диапазон соотношения Si/Al. Ниже описано, как работает эта логика для трех наиболее распространенных целевых продуктов.
Максимизация добычи бензина и легких олефинов
Данная конфигурация способствует повышению плотности кислотных центров и обеспечивает хорошую активность вторичного крекинга. Стандартно рекомендуется использовать катализаторы USY или REY с соотношением Si/Al в диапазоне 6–12 в сочетании с Ni-Mo, дополненные 5–15 % по массе ZSM-5 в качестве добавки. Рабочие условия склоняются к более высокой температуре диапазона (400–430 °C) при поддержании парциального давления водорода на уровне, достаточном для предотвращения быстрого коксования — обычно общее давление составляет 8–12 МПа — где повышенная температура стимулирует вторичное крекирование, преобразующее средние дистилляты в молекулы нафты.
В этих условиях хорошо оптимизированный гидрокрекинг-установка, работающая в бензиновом режиме, может обеспечивать выход нафты на уровне 50–65 % по массе и легких олефинов С₃–С₄ — 10–18 % по массе. Добавка ZSM-5 является ключевым фактором: каждое увеличение содержания ZSM-5 на 5% по массе добавляет примерно 1,5–2 процентных пункта выхода легких олефинов за счет 3–4 процентных пунктов дизельного топлива. Экономическая оптимизация для нефтепереработчика заключается в том, оправдывает ли ценовой спред между олефинами и дизельным топливом добавку ZSM-5.
Целевой показатель плотности кислотных центров для режима работы на бензине составляет более 0,3 ммоль/г — это примерно в два раза больше, чем для режима работы на дистиллятах. Это достигается за счет поддержания низкого соотношения Si/Al и, при необходимости, использования катализатора REY, в котором катионы редкоземельных элементов стабилизируют структуру с высоким содержанием алюминия.
Максимизация производства средних дистиллятов — авиационного топлива и керосина
Именно в этом заключается преимущество мезопористого USY. Рекомендуется использовать USY с высоким содержанием Si/Al или деалюминированный Y (Si/Al > 20) с добавлением Ni-W, обработанный при умеренной температуре (380–410 °C) и высоком парциальном давлении водорода (>12 МПа). Каждое повышение парциального давления водорода на 1 МПа улучшает селективность по средним дистиллятам примерно на 2–3 процентных пункта — дополнительный водород более полно насыщает ароматические углеводороды, предотвращая их конденсацию в предшественники кокса и освобождая активные центры для продолжения работы.
Мезопористость — это не просто незначительная доработка. В традиционных USY объемные три- и тетраароматические молекулы вынуждены подвергаться крекингу на внешней поверхности кристалла или вблизи нее, где доступ к кислотным центрам ограничен. Мезопористый USY обеспечивает внутренние «магистрали»: крупные молекулы проникают в мезопоры, проходят начальную стадию раскрытия цикла, а образовавшиеся в результате более мелкие фрагменты затем диффундируют в микропоры для селективного вторичного крекинга. Конечным результатом является задокументированное увеличение выхода авиационного топлива и дизельного топлива на 3–5 % по массе по сравнению с традиционным катализатором USY, перерабатывающим ту же сырьевую массу VGO.
Типичные объемы производства на хорошо налаженном установке гидрокрекинга средних дистиллятов: 35–45 % по массе реактивного топлива / керосина, 20–30 % по массе дизельного топлива, при этом общий объем средних дистиллятов составляет 55–75 % по массе в зависимости от качества сырья и точек отбора фракций.
Оптимизация использования базовых масел для дизельного топлива и смазочных материалов
Оптимизация производства дизельного топлива основана на той же логике, что и в случае средних дистиллятов, но с более строгими требованиями: соотношение Si/Al выше 30, использование металлов Ni-W и поддержание температуры в диапазоне 370–400 °C для подавления вторичного крекинга. Целевые свойства дизельного топлива — цетановое число выше 55, температура забивания холодного фильтра ниже −10 °C — достигаются за счет сочетания глубокого насыщения ароматическими углеводородами (обусловленного действием Ni-W при высоком давлении водорода) и мягкой изомеризации нормальных парафинов (обусловленной слабой остаточной кислотностью цеолита).
Производство базовых масел для смазочных материалов представляет собой принципиально иную задачу. Цель здесь заключается не в том, чтобы максимально увеличить степень крекинга, а в том, чтобы избирательно удалить молекулы, ухудшающие низкотемпературные характеристики (воски — нормальные парафины с высокой температурой застывания), сохранив при этом изопарафиновые структуры, обеспечивающие базовому маслу высокий индекс вязкости. Для этого требуется бета-цеолит в сочетании с катализатором на основе благородных металлов Pt или Pd, работающий при давлении водорода 12–18 МПа. Задача катализатора заключается в изомеризации нормальных парафинов в разветвленные изомеры, а не в их крекинге — это гораздо более деликатная операция, чем гидрокрекинг масс, что отражается в стоимости катализатора, которая в 3–5 раз выше за тонну, чем у традиционных катализаторов гидрокрекинга дизельного топлива.
Во всех трех случаях общим моментом является то, что параметры цеолита — соотношение Si/Al, архитектура пор, размер кристаллов — являются скрытыми переменными, которые в конечном итоге определяют, достигнет ли катализатор заданных показателей выхода. Нефтеперерабатывающий завод, который ставит производственные цели, не понимая лежащей в их основе химии цеолита, действует вслепую.
Деактивация катализатора и его жизненный цикл — что происходит после загрузки
Новый катализатор гидрокрекинга не остается «свежим» надолго. Как только сырье попадает в слой катализатора, три механизма дезактивации начинают соперничать за то, чтобы сократить срок его службы.
Осаждение кокса, как правило, является основной причиной потери активности при гидрокрекинге VGO, хотя его относительная значимость зависит от качества сырья и интенсивности технологического процесса — на установках по переработке остатков преобладает осаждение металлов, тогда как на установках гидрокрекинга VGO с неподвижным слоем определяющим фактором является кокс. В первые 48–72 часа работы обычно наблюдается наиболее резкое снижение активности — начальное отложение кокса на наиболее активных участках — после чего скорость дезактивации переходит в более медленный, квазилинейный режим. Производители катализаторов учитывают это при проектировании: активность на «начале цикла», указанная в технических паспортах, предполагает, что эта начальная стабилизация уже произошла.
Осаждение металлов из примесей в сырье — в первую очередь никеля, ванадия и железа — происходит медленнее, но является необратимым. В отличие от кокса, который можно сжечь во время регенерации, металлические примеси накапливаются в порах катализатора и на его внешней поверхности на постоянной основе. Нефтеперерабатывающий завод, перерабатывающий вакуумный газойль с высоким содержанием металлов, может потерять 10–15 % эффективного объема пор катализатора из-за отложений металлов за один цикл.
Гидротермальное спекание — постепенное разрушение каркаса цеолита под совместным воздействием высокой температуры и пара — является самым медленным, но в конечном итоге самым разрушительным механизмом. Каждый раз, когда катализатор подвергается воздействию температур выше 450 °C в присутствии водяного пара (который всегда присутствует в результате гидрирования оксигенатов и от пара, используемого для охлаждения), отрываются еще несколько атомов алюминия из каркаса, теряется еще несколько кислотных центров. Этот процесс носит кумулятивный и необратимый характер.
Стандартной мерой противодействия является регенерация: контролируемое сжигание накопившегося кокса в воздухе или воздушно-паровой смеси при температуре 450–520 °C. Диапазон температур узкий — ниже 450 °C мягкий кокс сгорает неполностью; выше 520 °C начинает разрушаться сама цеолитная решетка. При хорошо выполненной регенерации первоначальная активность катализатора восстанавливается на 90–95 % при первом цикле, на 80–90 % при втором и на 70–80 % при третьем. После трех регенераций повреждение каркаса и накопление металла, как правило, делают дальнейшие циклы нерентабельными. Как говорит Джефф Джонс, бывший научный сотрудник Chevron Hydroprocessing с более чем 35-летним стажем в этой области: «Никогда не загружайте один и тот же катализатор более двух раз без тщательной повторной оценки» (Блог Бехта, 2023).
Критерии окончания срока службы варьируются в зависимости от конкретной установки, однако существует общее практическое правило: если для поддержания целевого коэффициента конверсии требуется работать при максимально допустимой температуре реактора (обычно 425–440 °C) или если перепад давления в слое превышает расчетные пределы из-за накопления кокса и мелких фракций, это означает, что катализатор подлежит замене.
Как оценить и выбрать поставщика катализаторов
Выбор катализатора гидрокрекинга — это решение, от которого зависят миллионы долларов, а его последствия проявляются в течение 2–5-летнего производственного цикла. Однако, согласно опросу, опубликованному в журнале PTQ Magazine, более 50 % решений о выборе катализатора принимаются в основном на основе прогнозов поставщиков — что является максимально рискованным подходом (Цифровое нефтепереработка(2019). Более тщательная система оценки включает пять аспектов.
Испытания на пилотной установке с использованием вашего сырья. Первый принцип Джеффа Джонса при выборе катализатора: «В Бога верим, а все остальные — предоставляют данные». Любой надежный поставщик катализаторов должен иметь возможность провести испытания вашего сырья на своей пилотной установке или в микрореакторе и предоставить сравнительные данные о производительности по сравнению с вашим текущим катализатором. Без этого вы покупаете прогноз, а не продукт.
Проверка структуры доходности. Выход продукции составляет примерно 90 % экономической ценности решения о выборе катализатора. Новый катализатор, стоимость которого на 20 % выше, но который обеспечивает дополнительный выход средних дистиллятов на 4 % по массе — как показывает пример перехода одного из европейских НПЗ на катализатор, селективный по дизельному топливу (Цифровое нефтепереработка(2016 г.) — может окупить свои затраты на усовершенствование в течение нескольких месяцев. Минимальный экономический порог: коэффициент окупаемости 3:1 — каждый доллар дополнительных затрат на усовершенствование должен приносить как минимум три доллара прироста маржи.
Интеграция системы Catalyst. Катализаторы предварительной очистки и крекинга необходимо выбирать как единую систему, а не как отдельные компоненты. Катализатор предварительной очистки определяет степень очистки сырья, поступающего в крекинг-слой; эффективность катализатора крекинга полностью зависит от степени очистки на предыдущем этапе. Использование катализатора крекинга мирового класса в сочетании с недостаточно мощной секцией предварительной очистки — это пустая трата капитала.
Прозрачность в вопросах поставок цеолита. Один из вопросов, который задают редко, но который следовало бы задать, звучит так: откуда производитель катализаторов берет цеолиты? Многие компании, занимающиеся производством катализаторов, закупают цеолитовый порошок у сторонних производителей, смешивают его со связующими веществами и пропитывают металлами. Другие же контролируют всю цепочку производства — от синтеза цеолита до формования, пропитки металлами и окончательного прокаливания. Компании, обладающие собственными производственными мощностями и сертифицированными системами управления качеством — например, предприятия, имеющие сертификаты ISO 9001, ISO 14001, ISO 45001 и ISO 50001 наряду с регистрацией в DUNS — предлагают иной профиль риска, чем те, кто полагается на внешние цепочки поставок цеолита. Разница проявляется в стабильности партий в рамках многолетних соглашений о поставках, где даже небольшие отклонения в соотношении Si/Al цеолита или размере кристаллов могут изменить выход продукта на целый процентный пункт.
Утилизация отработанных катализаторов. Решение о выборе катализатора не заканчивается с окончанием цикла. Предлагает ли поставщик услуги по утилизации отработанных катализаторов, извлечению металлов или регенерации? Эти послепродажные услуги влияют на совокупную стоимость владения в течение нескольких циклов не меньше, чем первоначальная стоимость катализатора.
Цель структурированной оценки поставщиков заключается не в том, чтобы найти самый дешевый катализатор. Она заключается в том, чтобы найти катализатор, структура выхода, срок службы и надежность поставок которого обеспечивают наименьшую совокупную стоимость барреля целевого продукта на протяжении всего срока эксплуатации — показатель, который в гораздо большей степени зависит от химических свойств цеолита и качества производства, чем от цены за тонну, указанной в заказе на поставку.
Ссылки
- Алассел, А. и др. «Синтез и оценка характеристик катализаторов гидрокрекинга: обзор». Журнал промышленной и инженерной химии, 2020. https://www.sciencedirect.com/science/article/abs/pii/S1226086X2030280X
- Джонс, Дж. «Принципы выбора катализатора». Блог Бехта, февраль 2023 года. https://becht.com/becht-blog/entry/under-pressure-ii/
- «Испытания катализаторов для нефтеперерабатывающих заводов». PTQ / Цифровое очищение, 2019. https://www.digitalrefining.com/article/1002336/refinery-catalyst-testing
- «Максимизация выхода дизельного топлива при гидрокрекинге». Цифровое нефтепереработка, 2016. https://www.digitalrefining.com/article/1001340/maximising-the-diesel-yield-from-hydrocracking-ti
- JALON Zeolite — Управление качеством. https://www.jalonzeolite.com/quality/
- JALON Zeolite — Производственные мощности. https://www.jalonzeolite.com/capability/
- JALON Zeolite — Главная. https://www.jalonzeolite.com/
- JALON Zeolite — О компании. https://www.jalonzeolite.com/about/








