O Guia Completo de Engenharia para Regeneração de Peneiras Moleculares
Nos domínios altamente exigentes do processamento de gás industrial, da refinação petroquímica e da separação de ar criogénico, os crivos moleculares funcionam como a derradeira linha de defesa para atingir padrões de pureza ultra-altos. Estes aluminossilicatos cristalinos, caracterizados pelas suas estruturas microporosas uniformes, são capazes de reter seletivamente moléculas com base em diâmetros cinéticos e polaridades precisas. No entanto, a viabilidade operacional, a fiabilidade contínua e a eficiência económica de qualquer sistema de adsorção em grande escala - quer se trate de uma unidade de desidratação de gás natural, de um sistema de purificação de hidrogénio ou de uma instalação de desidratação de etanol - dependem inteiramente do processo físico cíclico e altamente controlado conhecido como regeneração.
Sem uma regeneração correta e precisa, os espaços vazios internos dos cristais de zeólito atingem rapidamente os seus limites máximos de saturação. Uma vez saturado, o leito sofre uma "rutura" imediata, permitindo que os contaminantes contornem o adsorvente. Isto leva à corrosão do equipamento a jusante, envenenamento do catalisador, congelamento da tubagem e geração catastrófica de produtos fora das especificações. Compreender a termodinâmica, a mecânica dos fluidos e os controlos precisos dos parâmetros subjacentes ao processo de regeneração não é apenas uma recomendação operacional; é um pré-requisito absoluto de engenharia para manter o tempo de funcionamento e a segurança da fábrica.
Este guia técnico abrangente fornece uma análise objetiva e aprofundada dos mecanismos físicos da regeneração de crivos moleculares. Ele compara as metodologias primárias de adsorção por oscilação térmica (TSA) e adsorção por oscilação de pressão (PSA), detalha os procedimentos operacionais padrão passo a passo, estabelece os limites exatos de temperatura exigidos em diferentes tipos de peneira molecular (3A, 4A, 5A e 13X) e examina as causas básicas da degradação do material. Ao dominar estes princípios de engenharia, os operadores de instalações e os engenheiros de processos podem otimizar a eficiência do sistema, prolongar largamente a vida útil do adsorvente e controlar rigorosamente as despesas operacionais.
O objetivo principal da regeneração de crivos moleculares
Ao nível fundamental da físico-química, a adsorção de moléculas numa peneira molecular é um fenómeno exotérmico impulsionado por interações electrostáticas localizadas, atracções dipolo-dipolo e forças de Van der Waals. Quando um fluxo de gás ou líquido contaminado permeia através do leito de adsorvente bem compactado, as moléculas-alvo (adsorvatos), como a água (H₂O), o dióxido de carbono (CO₂) ou o sulfureto de hidrogénio (H₂S), são atraídas para a rede cristalina e imobilizadas de forma segura nos microporos. Ao longo do tempo de funcionamento, a área de superfície interna disponível e o volume dos poros ficam totalmente ocupados, estabelecendo um estado de equilíbrio termodinâmico entre o adsorvato que permanece na fase fluida e o adsorvato preso na matriz sólida.
O principal objetivo físico da regeneração da peneira molecular é perturbar artificial e sistematicamente este equilíbrio. Ao alterar o estado termodinâmico interno do sistema de adsorção - especificamente através da introdução de energia térmica para aumentar a temperatura, ou através da redução da pressão total do sistema para diminuir a pressão parcial do adsorvato - a energia cinética das moléculas aprisionadas é elevada. Quando esta energia cinética ultrapassa a energia de ativação das forças de ligação de Van der Waals, as moléculas de adsorvato desprendem-se forçosamente dos sítios activos da estrutura de aluminossilicato e difundem-se de novo para a fase gasosa. Este processo é formalmente definido como dessorção.
Do ponto de vista da engenharia e da gestão operacional, o objetivo direto e macroscópico da regeneração é a manipulação estratégica da Zona de Transferência de Massa (MTZ). A MTZ é a área de secção transversal específica e ativa dentro do leito adsorvente onde ocorre a transferência real de massa de contaminantes do fluxo de fluido para o zeólito sólido. À medida que o ciclo de adsorção progride, a MTZ migra constantemente da entrada do vaso para a saída. Se for permitido que o bordo de ataque do MTZ atinja a saída do leito, ocorre a rutura do contaminante.
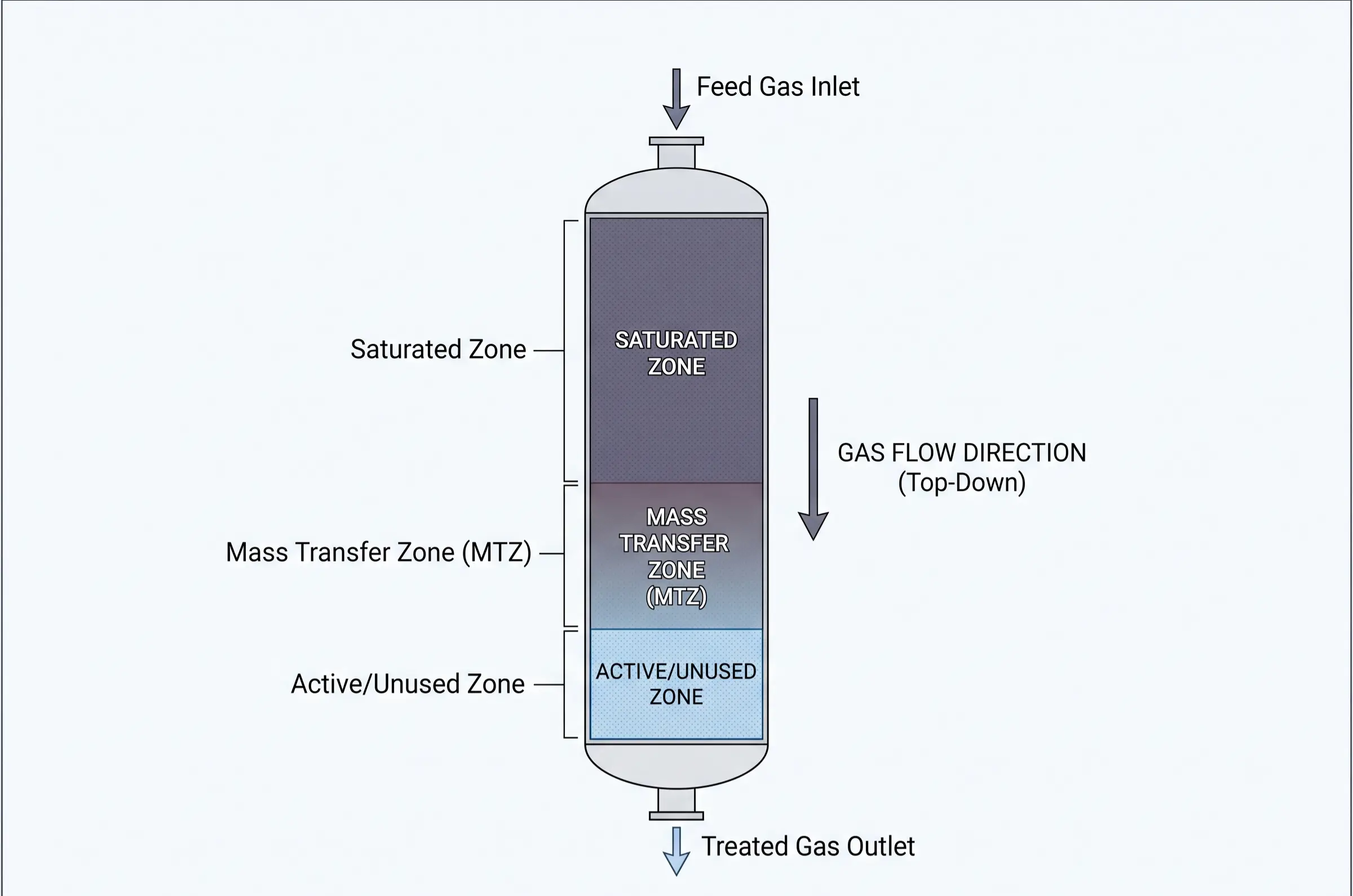
A regeneração é executada para empurrar com força a Zona de Transferência de Massa de volta para o fundo (ou entrada inicial) do leito. Ao remover completamente as impurezas acumuladas dos poros cristalinos, a capacidade de adsorção dinâmica (a capacidade de trabalho efectiva do leito em condições de fluxo dinâmico específicas) é totalmente restaurada. Consequentemente, o objetivo final de engenharia deste restauro cíclico é a otimização das despesas operacionais (OPEX). A regeneração altamente eficiente permite que as fábricas de processamento utilizem exatamente o mesmo lote de inventário de adsorventes premium durante milhares de ciclos contínuos ao longo de vários anos. Isto garante continuamente a pureza absoluta dos gases de processo a jusante, evitando simultaneamente os enormes custos de capital associados à substituição prematura do adsorvente e as graves penalizações energéticas decorrentes de um aquecimento ineficiente.
Regeneração de peneira molecular vs. ativação: Principais diferenças
Um equívoco prevalecente e potencialmente muito prejudicial no âmbito das aquisições industriais e entre os engenheiros de processo juniores é a confusão dos termos "Ativação" e "Regeneração". Embora ambos os processos envolvam a aplicação de energia térmica intensa para remover substâncias voláteis da estrutura do zeólito, eles ocorrem em estágios totalmente diferentes do ciclo de vida da peneira molecular, servem a propósitos fundamentalmente distintos e operam sob parâmetros termodinâmicos e restrições de temperatura muito diferentes. Compreender esta distinção é fundamental para a segurança do equipamento.
O processo de ativação (fase de fabrico)
A ativação é um processo metalúrgico altamente controlado, a temperaturas extremas, que ocorre exclusivamente nas instalações de produção do fabricante da peneira molecular, normalmente dentro de fornos rotativos industriais maciços ou fornos de torrefação especializados. Quando a zeólita sintética em bruto é cristalizada pela primeira vez durante o fabrico de produtos químicos, os seus poros microscópicos são completamente inundados com água de cristalização e com os agentes orgânicos de modelação (tais como aminas ou sais de amónio quaternário específicos) que foram utilizados para dirigir a formação da estrutura cristalina específica. Neste estado "bruto" e não calcinado, o crivo molecular possui uma capacidade de adsorção dinâmica absolutamente nula.
Para tornar o material funcionalmente poroso, os fabricantes submetem o pó em bruto ou as pastilhas formadas a temperaturas de ativação extremas que variam entre 500°C e 600°C (932°F e 1112°F). Nestes limiares térmicos extremos, as moléculas orgânicas do modelo sofrem uma decomposição térmica completa e combustão, enquanto a água estrutural profundamente enraizada é violentamente expelida da rede cristalina. Este processo cria os vastos espaços vazios, tridimensionais e vazios que acabarão por reter os contaminantes industriais. Uma vez que a ativação é um processo de formatação único concebido para limpar a estrutura química inicial, os limites térmicos aqui aplicados ultrapassam a tolerância física absoluta do material. Para os operadores que pretendem compreender as complexas etapas de fabrico por detrás desta preparação inicial, recomendamos vivamente a leitura de guia completo sobre como ativar o crivo molecular para compreender a ciência material fundamental.
O Processo de Regeneração (Fase Operacional)
Em contraste, a Regeneração ocorre nas instalações do utilizador final, tendo lugar inteiramente dentro do ambiente localizado do equipamento operacional de campo, como os vasos de desidratação de torre dupla numa fábrica de processamento de gás natural ou as unidades de pré-purificação (PPU) numa fábrica de separação de ar criogénico. A regeneração é um procedimento de manutenção cíclico e de rotina concebido exclusivamente para remover as impurezas específicas do processo (como a humidade atmosférica, vestígios de CO₂ ou compostos de enxofre) que se acumularam durante o funcionamento normal da instalação.
Os parâmetros operacionais para a regeneração em campo são estritamente limitados pelas limitações estabelecidas pela ciência dos materiais. As temperaturas de regeneração industriais padrão são meticulosamente controladas entre 150°C e 350°C (302°F a 662°F), dependendo inteiramente do tipo de peneira molecular e da tenacidade do contaminante adsorvido específico. É uma linha vermelha de engenharia absoluta e não negociável que as temperaturas localizadas do leito durante a regeneração em campo nunca devem exceder 450°C (842°F). A exposição de um leito operacional de peneira molecular a temperaturas próximas ou superiores a 450°C desencadeia uma transição de fase permanente no aglutinante de aluminossilicato e nos próprios cristais de zeólita, levando ao colapso irreversível da rede cristalina, ao fechamento generalizado dos poros e à perda total e permanente da capacidade de adsorção dinâmica.
Métodos primários para a regeneração de crivos moleculares
Os sistemas de adsorção industrial são fundamentalmente classificados pelo mecanismo termodinâmico primário utilizado para inverter o equilíbrio de adsorção. As duas metodologias mais dominantes e tecnologicamente maduras utilizadas a nível mundial são a adsorção por oscilação térmica (TSA) e a adsorção por oscilação de pressão (PSA). A seleção de engenharia entre estas duas vias é ditada pela pureza exigida do produto gasoso, pelo volume de gás a ser processado, pela concentração específica das impurezas e pela disponibilidade de utilidades da instalação, tais como calor residual ou capacidades de compressão a alta pressão.
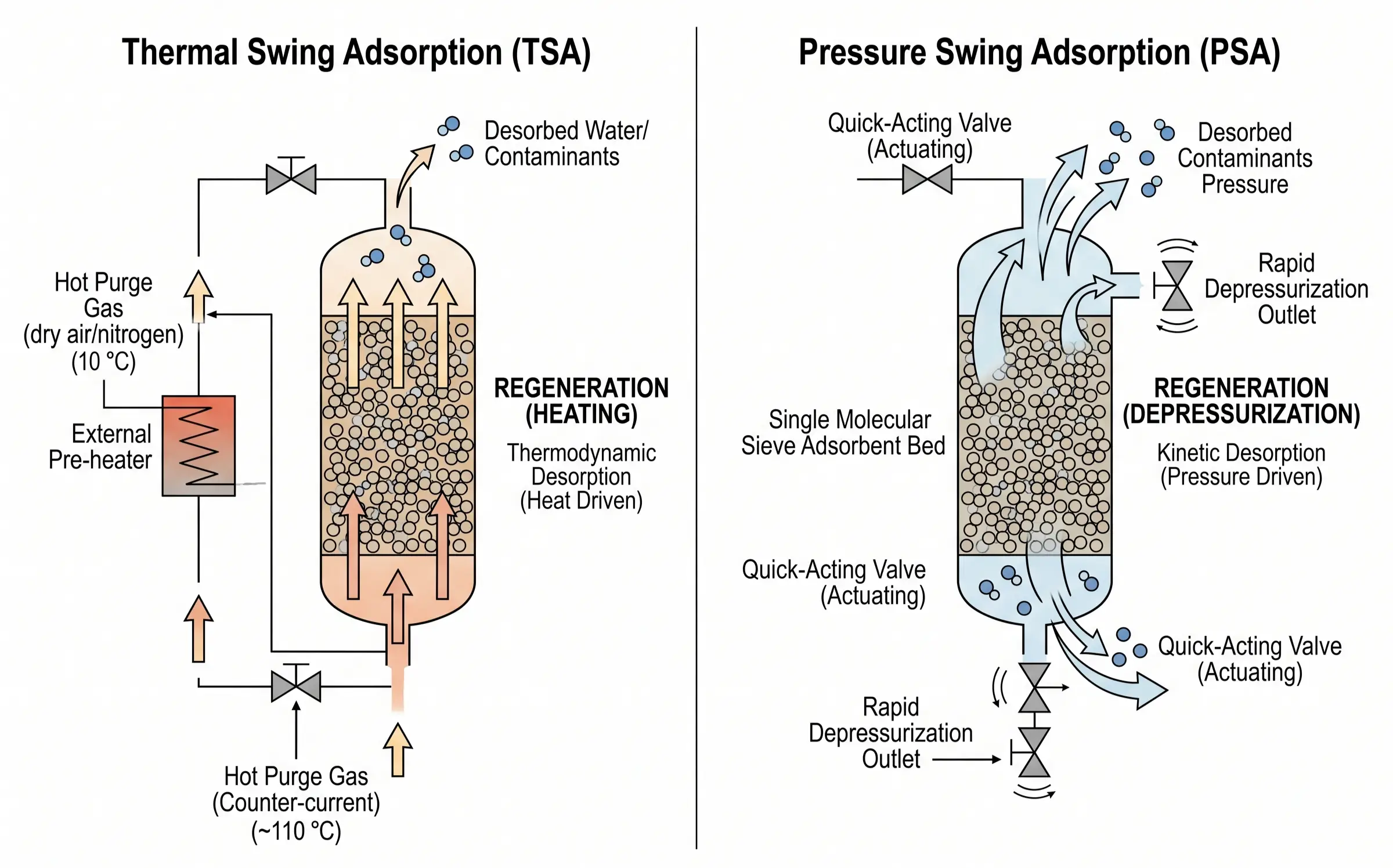
Processo de adsorção por oscilação térmica (TSA)
O processo Thermal Swing Adsorption (TSA) foi concebido com base no princípio termodinâmico de que a capacidade de adsorção de uma peneira molecular diminui exponencialmente à medida que a temperatura sistémica aumenta. A temperaturas de funcionamento ambiente (por exemplo, 20°C a 40°C), a rede de zeólito exibe uma afinidade maciça para moléculas polares e contaminantes vestigiais. No entanto, ao introduzir um gás de purga a alta temperatura no leito durante a fase de regeneração, a energia térmica localizada aumenta drasticamente a vibração cinética das moléculas adsorvidas. Esta energia térmica adicional supera facilmente as forças de retenção electrostáticas, conduzindo o equilíbrio de forma agressiva para a fase gasosa para dessorção.
Os sistemas TSA são universalmente preferidos para cenários operacionais que requerem uma remoção extrema e ultra-traço de impurezas, normalmente referida como "purificação profunda". Isto inclui a desidratação criogénica do gás natural (evitando a formação de hidratos a temperaturas negativas) e a dessulfuração ou descarbonização profundas. Operacionalmente, a TSA é caracterizada por tempos de ciclo longos e sustentados, normalmente variando de 8 a 24 horas por ciclo, porque o aquecimento e arrefecimento de leitos maciços de zeólito sólido é um processo lento e termicamente intensivo. Consequentemente, a TSA requer estritamente uma fonte de calor externa robusta, como aquecedores eléctricos de imersão, aquecedores a gás de combustão direta ou sistemas integrados de recuperação de calor residual.
Processo de adsorção por oscilação de pressão (PSA)
Por outro lado, o processo de adsorção por oscilação de pressão (PSA) funciona com base no princípio cinético dinâmico de que a capacidade de adsorção depende em grande medida da pressão parcial do gás-alvo. De acordo com os princípios da isotérmica de adsorção de Langmuir, a pressões sistémicas elevadas, a peneira molecular adsorve rapidamente grandes quantidades de gás. Quando essa pressão é rapidamente reduzida, o equilíbrio muda instantaneamente, fazendo com que as moléculas adsorvidas se dessorvam e se desprendam da matriz sólida.
A tecnologia PSA é a norma da indústria para aplicações de separação de gases macroscópicas e de grande volume, em vez de remoção de vestígios de impurezas. As aplicações típicas incluem a produção de oxigénio ou azoto industrial de elevada pureza a partir do ar atmosférico, ou a extração de hidrogénio ultra-puro a partir de gás de síntese ou de efluentes gasosos de refinarias. Em termos operacionais, o PSA distingue-se pelo facto de funcionar inteiramente a temperaturas próximas da ambiente. A oscilação térmica é insignificante. Em vez disso, o processo baseia-se fortemente em ciclos mecânicos rápidos e contínuos. Os tempos de ciclo do PSA são extremamente curtos, variando frequentemente entre apenas alguns minutos e meras dezenas de segundos. Toda a força regenerativa assenta na libertação instantânea da pressão do sistema (descarga), que ejecta dinamicamente os contaminantes dos microporos sem necessidade de aquecimento térmico externo.
O processo padrão de regeneração da peneira molecular
Para compreender totalmente as complexidades da gestão de peneiras moleculares, é necessário examinar os procedimentos operacionais precisos e passo a passo que regem esses sistemas. Nas modernas salas de controlo industrial, os sistemas TSA e PSA representam paradigmas operacionais totalmente diferentes. Abaixo está uma análise detalhada das sequências de regeneração padrão para ambas as metodologias, destacando a natureza paralela dos mecanismos de dessorção térmica versus cinética.
Processo de regeneração TSA padrão (sequência baseada no tempo)
A sequência TSA é um procedimento térmico meticulosamente cronometrado, concebido para importar e exportar com segurança quantidades maciças de calor sem danificar a frágil estrutura cerâmica do adsorvente.
Fase 1: Aquecimento com gás de purga (aquecimento e dessorção)
Na realidade física de um sistema TSA, o aquecimento e a varredura (purga) não são etapas sequenciais; são mecanismos intrinsecamente paralelos e acoplados. Durante a Fase 1, é introduzido no leito saturado um gás de regeneração a alta temperatura e fortemente seco (o gás de purga). As melhores práticas de engenharia exigem que este gás quente flua numa Contra-corrente direção relativa ao fluxo normal de adsorção. Se a adsorção ocorre de cima para baixo, o aquecimento deve ocorrer de baixo para cima. Isto evita que a água dessorvida da zona de entrada altamente saturada seja empurrada mais profundamente para a zona de saída ultra-seca do leito, o que envenenaria permanentemente a secção de polimento do crivo.
Durante esta fase, a ação termodinâmica do aumento da temperatura quebra as forças de Van der Waals, enquanto a ação cinética do gás de varrimento constante reduz continuamente a pressão de vapor do contaminante no espaço vazio circundante, transportando fisicamente as moléculas libertadas para fora do recipiente. Para evitar uma falha estrutural catastrófica, os operadores devem controlar rigorosamente a taxa de aceleração. A taxa de aquecimento é normalmente limitada a 30°C a 50°C por hora. Os picos térmicos rápidos causam imensos gradientes térmicos entre o exterior e o interior dos grânulos de zeólito, levando à fratura por tensão térmica. A fase de aquecimento só é considerada completa quando a temperatura do gás efluente na saída do leito atinge um mínimo de 150°C (embora muitas vezes mais elevada, dependendo da peneira) e mantém um patamar de temperatura estável durante várias horas, provando que toda a água latente profunda foi fervida e evacuada com sucesso.
Fase 2: Arrefecimento com gás de varrimento seco
Uma vez concluída a dessorção, o calor externo é assegurado, mas o leito está atualmente a 200°C a 300°C. Não pode ser colocado novamente em funcionamento para processar o gás ambiente, uma vez que a sua capacidade de adsorção a temperaturas elevadas é praticamente nula. A Fase 2 envolve a continuação do fluxo do gás de purga, mas com o aquecedor desligado, baixando lentamente a temperatura do leito com segurança para níveis ambientes.
Esta fase contém as linhas vermelhas operacionais mais críticas e de alto risco em todo o processo. O gás de arrefecimento utilizado deve ter um ponto de orvalho excecionalmente baixo (por exemplo, inferior a -40°C). É estritamente proibido utilizar gás de processo húmido e não tratado para arrefecer um leito de peneira molecular quente. Se um zeólito quente e completamente dessecado for subitamente exposto à humidade, os cristais absorverão instantaneamente a água. Esta rápida adsorção liberta uma explosão maciça e violenta de energia térmica conhecida como Calor latente de adsorção. Esta libertação localizada de energia pode fazer com que as temperaturas do leito subam incontrolavelmente centenas de graus em segundos, cozinhando literalmente o aglutinante, fervendo a água retida internamente e desfazendo os pellets em pó inútil (pulverização), destruindo efetivamente todo o inventário multimilionário num único erro.
Processo padrão de regeneração de PSA (sequência baseada na pressão)
A sequência PSA evita totalmente o calor, baseando-se em válvulas mecânicas de alta velocidade e nas forças cinéticas da despressurização rápida para remover os contaminantes do leito.
Fase 1: Despressurização / Purga
Quando o recipiente do adsorvente em linha atinge o seu ponto de saturação calculado, as válvulas de alimentação de entrada fecham-se rapidamente. Imediatamente, as válvulas de exaustão abrem-se, fazendo com que a pressão interna do recipiente desça da sua elevada pressão de trabalho para uma pressão próxima da atmosférica (ou uma ligeira pressão positiva). De acordo com as isotérmicas de adsorção, esta queda súbita e drástica na pressão parcial altera instantaneamente o estado de equilíbrio. O volume maciço de adsorvatos (como o azoto num gerador de oxigénio) é expulso à força dos microporos e exaurido na atmosfera ou num sistema de recuperação secundário.
A linha vermelha da engenharia aqui gira em torno da dinâmica dos fluidos. A taxa de despressurização (dP/dt) deve ser rigorosamente controlada por placas de orifício ou válvulas de ajuste. Se a purga for demasiado violenta, a velocidade ascendente extrema do gás em expansão levantará fisicamente os grânulos de adsorvente, fazendo com que o leito "fluidize" ou ferva. Este movimento violento e a fricção entre os grânulos de cerâmica geram quantidades enormes de poeira abrasiva, levando a problemas graves de queda de pressão e eventual falha mecânica do sistema.
Fase 2: Limpeza / Varrimento
Enquanto o recipiente se encontra no seu estado de pressão mais baixa, a mera despressurização raramente é suficiente para limpar os microporos mais profundos. Para conseguir a regeneração total, é introduzido um pequeno fluxo de gás de produto de pureza ultra-alta (ou outro gás de transporte altamente seco) a baixa pressão, fluindo em sentido contrário ao da corrente. Esta ação de varrimento esfrega agressivamente os vestígios de contaminantes remanescentes dos macroporos e espaços intersticiais, quebrando o equilíbrio localizado e repondo completamente a capacidade de adsorção dinâmica do leito para a sua linha de base máxima.
Fase 3: Repressurização
Antes que o vaso possa ser colocado novamente em funcionamento para aceitar gás de alimentação de alta pressão, ele deve ser repressurizado com segurança. A abertura de uma válvula de alimentação de alta pressão num vaso de baixa pressão criaria uma onda de choque sónica, pulverizando a camada superior do leito de peneira molecular. Por conseguinte, a repressurização é conseguida de forma suave, utilizando frequentemente gás de produto de uma torre ativa paralela (um processo conhecido como equalização da pressão). Isso não apenas conserva o valioso gás pressurizado, aumentando a eficiência geral da planta, mas também garante que a pressão do leito seja suavemente equalizada para a pressão de trabalho, pronta para iniciar o próximo ciclo de adsorção sem choque mecânico.
Parâmetros de regeneração em diferentes tipos de crivo molecular
Uma vez que as peneiras moleculares são sintetizadas com diâmetros de poros e composições de estrutura variáveis, a sua afinidade específica para a água e outras moléculas polares difere significativamente. Consequentemente, a energia termodinâmica necessária para quebrar as ligações de adsorção durante um ciclo de TSA deve ser cuidadosamente calibrada para o tipo específico de zeólito instalado no recipiente. A aplicação de um perfil de aquecimento genérico a todas as peneiras moleculares resultará numa dessorção incompleta (se a temperatura for demasiado baixa) ou numa degradação hidrotérmica acelerada (se a temperatura for desnecessariamente elevada).
A matriz técnica seguinte descreve os parâmetros de regeneração óptimos, as principais dificuldades operacionais e os limites críticos de temperatura para as quatro variantes mais comuns de crivos moleculares industriais.
| Tipo de peneira | Intervalo de temperatura ideal | Dificuldade do núcleo / Notas de aplicação | Ponto Crítico de Operação |
|---|---|---|---|
| 3A | 170°C - 220°C | Devido à sua pequena dimensão dos poros (3 Ångströms), o 3A é utilizado principalmente na desidratação do etanol e na secagem de gás de craqueamento (etileno/propileno). A principal dificuldade é evitar a co-adsorção de olefinas reactivas. As temperaturas devem ser mantidas estritamente dentro dos limites; o calor excessivo na presença de substâncias orgânicas pode levar a uma coqueificação grave e à deposição de carbono no exterior das pérolas. | Não exceder 250°C para evitar acelerar a formação de polímeros e a formação de coque. |
| 4A | 200°C - 250°C | O equipamento padrão para secagem de ar de instrumentos gerais e desidratação de gás natural. A dessorção é relativamente simples, mas o leito deve ser completamente purgado para garantir que os pontos de orvalho de -100°C possam ser alcançados ao retornar ao serviço. | Manter taxas de rampa de aquecimento estáveis. Exceder os 450°C irá colapsar permanentemente a estrutura cristalina do Sódio A. |
| 5A | 200°C - 300°C | Frequentemente utilizado para a separação de isoparafinas normais e isoparafinas, bem como para a dessulfuração (remoção de H₂S). Os iões de cálcio divalentes criam um campo eletrostático mais forte do que o sódio, o que significa que os contaminantes são retidos com mais força. Consequentemente, a resistência à dessorção é visivelmente mais elevada do que em 4A, necessitando de temperaturas de base elevadas para conseguir uma regeneração completa. | É necessária uma monitorização cuidadosa do gás efluente para garantir a dessorção completa do enxofre antes do início do arrefecimento. |
| 13X | 250°C - 350°C | A mais alta energia de dessorção necessária. 13X é único; embora tenha o maior diâmetro de poro (10 Ångströms), a razão física pela qual requer a temperatura de regeneração mais elevada deve-se fundamentalmente ao seu rácio excecionalmente baixo de sílica para alumina (Si/Al). Este baixo rácio resulta num campo eletrostático altamente denso e intensamente forte e numa afinidade polar extrema no interior da estrutura cristalina. O calor latente de adsorção da água no 13X é imenso. Por conseguinte, os operadores devem fornecer uma energia térmica substancialmente mais elevada para quebrar este poderoso equilíbrio. | É necessário um patamar de temperatura alargado. |
Mecanismos de degradação e envelhecimento da peneira molecular
Nenhuma peneira molecular dura para sempre. Mesmo sob o controlo operacional mais meticuloso, a capacidade de adsorção dinâmica de um leito de zeólito sofrerá um declínio constante ao longo de milhares de ciclos de regeneração. No entanto, a compreensão dos mecanismos físicos e químicos desta degradação separa o desgaste normal de uma falha prematura e catastrófica. Para os engenheiros de processos, a atenuação destes modos de falha é a essência da gestão do ciclo de vida.
Envelhecimento hidrotérmico (desaluminação)
O envelhecimento hidrotérmico é a forma mais generalizada e inevitável de degradação química nos sistemas TSA. Durante as fases iniciais da fase de aquecimento, se o leito ainda contiver um grande volume de água retida, a aplicação localizada de calor faz com que esta água se vaporize em vapor de alta temperatura e alta pressão. Quando a delicada rede de aluminossilicato é exposta a vapor de alta temperatura durante milhares de horas, ocorre uma reação química conhecida como desaluminação. O vapor ataca quimicamente a estrutura, retirando átomos de alumínio da estrutura cristalina. Isto faz com que os microporos internos entrem gradualmente em colapso e se fundam, reduzindo permanentemente a área total da superfície interna e diminuindo permanentemente a capacidade dinâmica. Para atenuar esta situação, os operadores devem garantir que o gás de purga de regeneração é excecionalmente seco e que as taxas de rampa de aquecimento são controladas para permitir a evacuação da água antes de as temperaturas sistémicas atingirem o seu pico.
Coqueificação e contaminação (obstrução de poros)
Ao contrário do envelhecimento hidrotérmico, que danifica a estrutura, a coqueificação bloqueia totalmente o acesso à mesma. Se o gás de processo de entrada ou o gás de regeneração contiver vestígios de hidrocarbonetos pesados, óleos lubrificantes de compressores ou aminas reactivas, o desastre é iminente. À medida que o leito é aquecido a 200°C - 300°C durante a regeneração, estas moléculas orgânicas pesadas sofrem craqueamento térmico e carbonização diretamente na superfície das pastilhas de zeólito. Isto forma uma camada dura e impenetrável de carbono (coque) que actua como cimento, selando permanentemente as entradas dos microporos. Embora a capacidade interna permaneça tecnicamente intacta, as moléculas de adsorvato já não podem entrar nos poros. A prevenção desta situação exige uma vigilância absoluta a montante, obrigando à instalação e à manutenção rigorosa de filtros coalescentes de alta eficiência e de leitos de proteção de carbono para reter os óleos antes de entrarem em contacto com o crivo molecular.

Tensão térmica e pulverização mecânica
A falha mecânica manifesta-se como "pulverização" ou "pulverização", levando a graves picos de queda de pressão através do leito. As pastilhas de zeólito são cerâmicas; são excecionalmente fortes sob compressão estática, mas altamente frágeis quando sujeitas a tensão ou choque térmico. Se um operador aplicar calor muito rapidamente, o exterior da pastilha expande-se termicamente enquanto o núcleo permanece frio, gerando uma imensa tensão de cisalhamento interna que rasga a pastilha por dentro. Da mesma forma, se as velocidades do gás durante a fase de descarga do PSA ou a fase de purga do TSA excederem os limites do projeto, as forças de elevação aerodinâmicas farão com que os grânulos saltem fisicamente, moam e se desgastem uns contra os outros. Para evitar esta destruição mecânica, deve ser sempre respeitado o cumprimento rigoroso das taxas de rampa de temperatura passo a passo, a sequência controlada das válvulas e os protocolos adequados de suporte/compactação do leito.
Avaliação do desempenho e factores de eficiência
O conhecimento teórico da regeneração deve traduzir-se em diagnósticos acionáveis e mensuráveis no chão da fábrica. Os operadores devem avaliar continuamente a eficiência do ciclo de regeneração utilizando dados de telemetria em tempo real do Sistema de Controlo Distribuído (DCS). Confiar apenas num temporizador para ditar a conclusão do ciclo é uma estratégia operacional rudimentar e de alto risco.
Indicadores-chave de uma regeneração bem sucedida
- Convergência do perfil de temperatura: O indicador termodinâmico mais fiável de uma fase de aquecimento TSA bem sucedida é a diminuição do diferencial de temperatura entre a entrada e a saída do leito. No início do aquecimento, o gás quente perde toda a sua energia para o leito frio e para a água em evaporação. À medida que o leito seca e aquece, a onda térmica empurra-o para o fundo. Quando a temperatura do efluente (saída) aumenta, atinge o limiar pretendido (por exemplo, 150°C+) e estabiliza, prova que o leito atingiu o equilíbrio térmico e a água latente desapareceu.
- Estabilidade do ponto de orvalho em linha: A melhor métrica de desempenho. Ao mudar o recipiente regenerado de volta para o ciclo de adsorção ativo, o analisador de humidade na linha de gás do produto deve registar imediatamente um ponto de orvalho ultrabaixo e estável (frequentemente abaixo de -100°C, dependendo do sistema). Se o ponto de orvalho atingir um pico no início do ciclo, é o principal indicador de uma regeneração incompleta ou de um leito gravemente degradado.
- Queda de pressão (ΔP) Integridade: A integridade mecânica é monitorizada através de transmissores de pressão diferencial ao longo do leito. Um leito saudável mantém uma queda de pressão estável e previsível, ditada pela velocidade do gás. Se o ΔP iniciar uma tendência ascendente constante e irreversível ao longo de vários ciclos, é um sinal de aviso definitivo de que os pellets estão a pulverizar-se, a decompor-se e a obstruir os canais de fluxo de gás intersticial, exigindo uma investigação imediata de engenharia.
Variáveis críticas que afectam a eficiência da regeneração
Na resolução de problemas de um ciclo de regeneração ineficaz, os engenheiros de processo têm de auditar três variáveis fundamentais:
- Caudal volumétrico do gás de purga: A termodinâmica requer calor, mas a cinética requer caudal. Se a taxa de fluxo de massa do gás de transporte de regeneração for muito baixa, não terá a capacidade de transporte para varrer a humidade dessorvida para fora do recipiente. A humidade irá simplesmente atingir um equilíbrio localizado e redepositar-se mais profundamente no leito à medida que arrefece.
- Potência do aquecedor e eficiência da transferência de calor: Ao longo do tempo, os feixes de aquecedores eléctricos podem escalar, ou os aquecedores queimados podem perder a eficiência do queimador. Se a potência térmica necessária não estiver a ser transferida com sucesso para o gás de purga, o leito nunca atingirá as temperaturas críticas de dessorção, independentemente da duração do ciclo.
- Vedação da válvula e fugas internas: Este é o culpado mais comum, mas mais escondido. As grandes válvulas de comutação desgastam-se inevitavelmente. Se uma válvula de regeneração a quente deixar escapar uma quantidade mínima de gás de alimentação húmido para o sistema durante a fase de arrefecimento ou de espera, o leito será prematuramente pré-carregado com humidade antes mesmo de o ciclo de adsorção começar, reduzindo drasticamente o tempo do ciclo operacional.
Seleção de crivos moleculares de elevada durabilidade
Embora os parâmetros precisos de regeneração atenuem a degradação, a estabilidade mecânica e hidrotérmica inata da peneira molecular dita, em última análise, o tempo de vida do sistema. Os adsorventes inferiores são altamente susceptíveis à formação de pó e ao colapso estrutural sob contínuas oscilações térmicas e de pressão.
A JALON, um fabricante líder com mais de 28 anos de experiência, projecta peneiras moleculares concebidas para situações de stress cíclico extremo. Com o apoio de uma equipa de especialistas com mais de 20 anos de experiência petroquímica no local, fornecemos soluções de adsorção totalmente personalizadas e avaliações técnicas gratuitas para otimizar o seu processo de regeneração e minimizar o tempo de inatividade não planeado.
Perguntas frequentes sobre o tempo de vida dos crivos
Não existe um padrão universal para o número exato de ciclos, uma vez que a vida útil é ditada inteiramente pela severidade do ambiente operacional. Em aplicações de gás altamente pristinas, puras e secas - onde o gás de alimentação não contém hidrocarbonetos reactivos ou contaminantes pesados - um crivo molecular de alta qualidade pode facilmente suportar vários milhares de ciclos de regeneração, produzindo uma vida útil operacional de 3 a 5 anos. No entanto, em condições agressivas e severas que envolvam óleos pesados, gases ácidos ou choques térmicos extremos frequentes, a estrutura cristalina degradar-se-á muito mais rapidamente, reduzindo potencialmente a vida útil viável para 12 a 18 meses antes de ser necessária uma substituição total para manter a pureza do produto.
A incapacidade de regenerar totalmente o leito desencadeia um ciclo de falha operacional em cascata. Se forem deixados vestígios de humidade ou contaminantes nos microporos devido a uma temperatura insuficiente ou a um fluxo de purga inadequado, a capacidade de adsorção disponível para o ciclo seguinte é matematicamente reduzida. Consequentemente, o leito atingirá o ponto de rutura muito mais rapidamente, forçando o sistema de automação a encurtar o tempo de ciclo. Esta situação conduz a um aumento exponencial das frequências de comutação das válvulas, a um aumento do consumo de energia devido a um aquecimento mais frequente, a um envelhecimento hidrotérmico acelerado do zeólito saudável remanescente e a um aumento exponencial do risco de o produto fora das especificações chegar ao equipamento a jusante, o que, em última análise, conduz a paragens não planeadas e extremamente dispendiosas da fábrica.








