Guia de processos de adsorção industrial: Explicação sobre PSA, TSA e VPSA
01O que é o processo de adsorção?
A adsorção é um fenómeno de superfície - acontece quando as moléculas de um gás ou líquido se fixam à superfície de um material sólido, em vez de serem absorvidas pelo seu volume. Pense no carvão ativado a reter odores: as moléculas de odor agarram-se à superfície do carvão, não são absorvidas por ele. Isto é adsorção, não absorção.
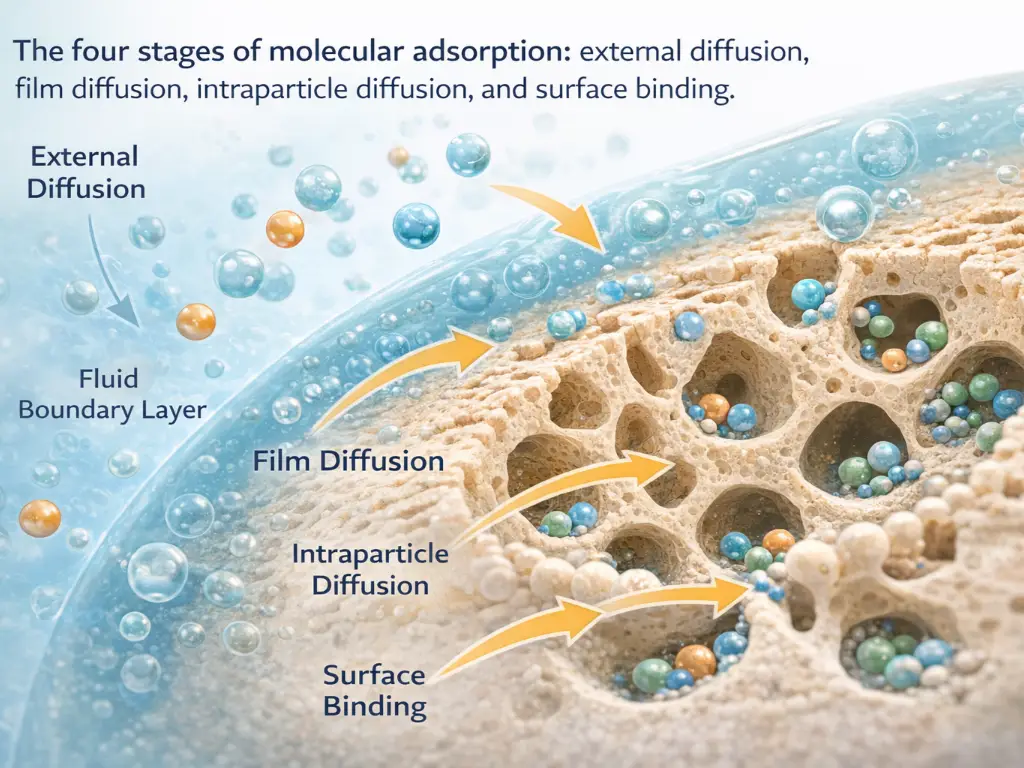
Num contexto industrial, este mecanismo simples de ligação à superfície torna-se uma ferramenta de separação altamente desenvolvida. O processo segue quatro passos sequenciais: primeiro, a molécula alvo (o adsorvato) move-se do fluido a granel para a partícula adsorvente através de difusão externa. Em seguida, atravessa a camada de película estagnada que envolve a partícula - trata-se de difusão de película. Segue-se a difusão intrapartícula, em que a molécula navega pela estrutura interna porosa em direção aos locais de ligação activos. Finalmente, a molécula liga-se à superfície - a reação de adsorção propriamente dita.
O mecanismo de ligação determina a reversibilidade. Na fisissorção, forças fracas de van der Waals prendem a molécula à superfície com energias de ligação de 5-40 kJ/mol - suficientemente fortes para capturar, suficientemente fracas para libertar durante a regeneração. Na quimisorção, formam-se ligações químicas reais com energias superiores a 40 kJ/mol, tornando a ligação muito mais difícil de reverter. Os processos de adsorção industrial baseiam-se esmagadoramente na fisissorção, especificamente porque é reversível - o adsorvente pode ser regenerado e reutilizado durante milhares de ciclos.
A escolha do processo de adsorção a utilizar depende de três factores: o que se está a separar, a que escala e em que condições (Sociedade Internacional de Adsorção).
02Principais tipos de processos de adsorção industrial
Todos os processos de adsorção industrial partilham uma lógica comum: oscilam um parâmetro de processo para alternar entre a adsorção (captura) e a dessorção (libertação). Os três tipos dominantes diferem apenas no parâmetro que oscilam.
Adsorção por oscilação de pressão (PSA)
O PSA explora uma relação física simples: os gases adsorvem-se mais facilmente a uma pressão mais elevada. O processo pressuriza o gás de alimentação para impulsionar a adsorção e, em seguida, reduz a pressão para ativar a dessorção e regenerar o leito.
Um ciclo típico de PSA é executado em quatro etapas em sequência. A pressurização coloca o leito à pressão de funcionamento. Segue-se a adsorção, com o componente alvo capturado seletivamente à medida que o gás do produto passa. A purga liberta então a pressão, fazendo com que as moléculas capturadas sejam dessorvidas. Finalmente, um passo de purga liberta o gás residual dessorvido do leito utilizando um fluxo de produto, preparando-o para o ciclo seguinte.
O PSA domina as aplicações em que o gás de alimentação já se encontra a uma pressão elevada - purificação do hidrogénio a partir de gás de escape do reformador de metano a vapor, a produção de nitrogénio a partir de ar comprimido e a melhoria do biogás para biometano são exemplos de livros didácticos. O processo é rápido (tempos de ciclo de 1-3 minutos), compacto e pode proporcionar uma pureza notável - o hidrogénio PSA atinge habitualmente 99,999%.
A contrapartida é a energia: a compressão do gás de alimentação para pressões de funcionamento superiores a 8 bar consome uma quantidade significativa de eletricidade.
Adsorção por oscilação de temperatura (TSA)
A TSA varia a temperatura em vez da pressão. A adsorção ocorre à temperatura ambiente ou a uma temperatura moderadamente baixa. A regeneração aquece o leito a 200-300°C utilizando vapor ou um fluxo de gás quente, expulsando as moléculas capturadas. Segue-se um passo de arrefecimento antes de se iniciar o ciclo de adsorção seguinte.
A força da TSA é a profundidade. Uma vez que o aquecimento fornece muito mais energia do que a despressurização, a TSA consegue uma regeneração mais completa - tornando-a a tecnologia de eleição para a desidratação profunda. Uma unidade TSA pode empurrar o ponto de orvalho do gás natural para menos de -100°C, um nível que nenhum sistema PSA consegue igualar. É por isso que a desidratação do gás natural, a secagem do ar do instrumento e a pré-purificação da separação do ar criogénico (removendo todos os vestígios de H₂O e CO₂ antes do arrefecimento criogénico) funcionam com TSA.
O ponto fraco é a velocidade. Os ciclos de TSA demoram entre minutos e horas, exigindo leitos de adsorvente maiores e despesas de capital mais elevadas do que os sistemas PSA equivalentes. Mas quando a especificação exige secura absoluta, o TSA não é negociável.
Adsorção por oscilação de pressão no vácuo (VPSA)
O VPSA é o irmão do PSA que se preocupa com a energia. Em vez de comprimir o gás de alimentação a alta pressão, o VPSA adsorve a uma pressão ligeiramente acima da atmosférica e, em seguida, puxa um vácuo (normalmente 0,1-0,2 bar absoluto) para regenerar. Isto elimina o custo da compressão do gás de alimentação - uma vantagem decisiva quando o fluxo de entrada está à pressão ambiente e a sua compressão consumiria mais energia do que o valor da separação.
A VPSA encontrou a sua aplicação ideal em produção de oxigénio no local. Uma fábrica de oxigénio VPSA que utiliza zeólito trocado com lítio (LiLSX) produz oxigénio puro 90-95% a 300-10.000 Nm³/h, servindo siderurgias, geradores de ozono para tratamento de águas residuais e processos de oxidação química. Para capacidades inferiores a 10.000 Nm³/h, a VPSA é normalmente mais eficiente em termos energéticos do que a separação criogénica do ar. A mesma lógica faz com que seja um ajuste natural para a captura de CO₂ pós-combustão, onde o gás de combustão chega à pressão atmosférica e a compressão não seria económica.
03PSA vs. TSA vs. VPSA: Como escolher o processo correto
A escolha entre estes três processos não tem a ver com qual deles é o "melhor" - tem a ver com qual deles corresponde às suas condições de alimentação, ao seu objetivo de pureza e ao seu orçamento energético.
| Processo | Parâmetro de oscilação | Tempo de ciclo | Fonte de energia | Melhor para | Limitação da chave |
|---|---|---|---|---|---|
| PSA | Pressão | 1-3 min | Eletricidade (compressor) | Alimentação a alta pressão: Purificação de H₂, produção de N₂/O₂, melhoramento de biogás | Elevado custo energético da compressão; requer uma alimentação ≥3 bar |
| TSA | Temperatura | Minutos a horas | Vapor ou fluido térmico (130-150°C+) | Desidratação profunda: secagem a gás natural, pré-purificação ASU, secagem ao ar | Camas grandes, ciclos lentos, CAPEX elevado |
| VPSA | Pressão + vácuo | 1-5 min | Eletricidade (ventilador + bomba de vácuo) | Alimentação à pressão ambiente: O₂ no local (300-10 000 Nm³/h), captura de CO₂ pós-combustão | Complexidade da bomba de vácuo; menor rendimento por cama |
A árvore de decisão é simples. Se o seu gás de alimentação já estiver a alta pressão - digamos, syngas de um reformador de metano a vapor a 20 bar - o PSA é a escolha óbvia. Está a deixar que a pressão existente faça o trabalho. Se tiver disponível calor residual barato - uma fonte de vapor ou gás de combustão quente - o TSA torna-se muito mais económico porque não está a pagar pela energia de regeneração. Se nenhuma destas condições se aplicar e a sua alimentação estiver à pressão ambiente, a VPSA (ou a sua variante mais simples, a VSA, que adsorve à pressão atmosférica sem qualquer compressão da alimentação) é provavelmente a via mais económica.
A chave é combinar o processo com o que já está disponível no seu local, em vez de adicionar cegamente compressores ou geradores de vapor para forçar a adaptação a uma tecnologia preferida.
A regra de uma pergunta
Dispõe de calor residual? → TSA.
Nenhum dos dois? → VPSA.
04Materiais adsorventes - O motor por detrás de cada processo de adsorção
Um sistema PSA ou TSA bem concebido é apenas tão bom quanto o material que se encontra no interior das suas colunas. O adsorvente determina a seletividade, a capacidade e a vida útil - se esta escolha for errada, a melhor conceção de processo do mundo não será suficiente.
| Adsorvente | Tamanho dos poros | Área de superfície (m²/g) | Melhor para remover | Processo típico | Limitação da chave |
|---|---|---|---|---|---|
| Zeólito 3A | ~3 Å | 500-800 | H₂O (seletivo, exclui moléculas maiores) | Desidratação de TSA, secagem de etanol, secagem de refrigerante | Inútil para qualquer coisa maior do que água |
| Zeólito 4A | ~4 Å | 500-800 | H₂O, CO₂, NH₃, metanol | Desidratação geral de gás/líquido, gás natural | Limitado a pequenas moléculas polares |
| Zeólito 5A | ~5 Å | 500-800 | CO, CO₂, H₂S, mercaptanos, parafinas normais | PSA Purificação de H₂, separação de O₂/N₂ | Exclui hidrocarbonetos ramificados/cíclicos |
| Zeólito 13X | ~10 Å | 500-900 | Grandes moléculas polares, CO₂, H₂S, COVs | VPSA O₂, adoçamento de gás natural, captura de CO₂ | Energia de regeneração mais elevada do que a dos zeólitos de poros mais pequenos |
| LiLSX (Li-X) | ~10 Å | 700-900 | N₂ (maior seletividade N₂/O₂) | Médico e industrial VPSA O₂ geração | Custo elevado; requer regeneração por vácuo |
| Carvão ativado | 10-500 Å | 450-1,800 | Orgânicos, moléculas não polares, COVs | Tratamento de águas, recuperação de solventes, controlo de odores | Fraco para moléculas polares; requer regeneração térmica |
| Gel de sílica | ~50 Å | 300-800 | H₂O (elevada capacidade a uma humidade relativa moderada-alta) | Secagem ao ar, controlo da humidade | Baixa capacidade a baixa pressão de vapor de água |
| Alumina activada | ~50 Å | 200-400 | H₂O, fluoreto | Desidratação do gás (camada protetora), suporte do catalisador | Capacidade inferior à dos crivos moleculares a baixa humidade relativa |
A lógica de seleção decorre da química. As moléculas polares - água, CO₂, H₂S, álcoois - são atraídas para a estrutura carregada dos zeólitos, que em baixas concentrações de vapor de água podem conter 6-10 vezes mais humidade do que o gel de sílica ou a alumina activada. As moléculas orgânicas não polares são melhor servidas pela superfície hidrofóbica do carvão ativado. Para a desidratação mais profunda, nada se compara a um leito de peneira molecular 3A ou 4A - razão pela qual todas as unidades de separação de ar criogénico do planeta colocam uma camada de pré-purificação de peneira molecular a montante da caixa fria.
A fabricação moderna de peneiras moleculares evoluiu para cobrir todo esse espetro. As linhas de produtos de peneiras moleculares comerciais abrangem agora desde 3A a 13X até formulações especializadas com troca de lítio - cada uma ajustada a uma tarefa de separação específica (Jalon). Esta especialização significa que os engenheiros já não precisam de se comprometer com um adsorvente genérico "suficientemente bom"; podem especificar um material optimizado exatamente para a sua composição de alimentação e objetivo de pureza.
Nos leitos de desidratação TSA, a prática padrão coloca uma camada de alumina activada na entrada da coluna - normalmente 10-20% da altura total do leito. Esta camada de sacrifício apanha qualquer líquido de água, glicol ou amina antes de atingir a camada de peneira molecular mais dispendiosa a jusante, aumentando significativamente a vida útil da peneira.
A regra 10-20%

05Onde os processos de adsorção geram valor - Principais aplicações industriais
A adsorção industrial opera em três grandes frentes: separar misturas de gases em fluxos puros, retirar a humidade dos fluxos de processo e permitir tecnologias emergentes de energia limpa.
Separação de gases - Oxigénio, azoto, hidrogénio e muito mais
O ar é constituído por cerca de 78% de azoto e 21% de oxigénio. O processo de adsorção separa-os, explorando o facto de o azoto se adsorver mais fortemente a determinados zeólitos do que o oxigénio - pressurize o ar, deixe o azoto aderir e o oxigénio flui com uma pureza de 93±3%.
Este princípio alimenta os concentradores de oxigénio para fins médicos (pequenas unidades de PSA que utilizam zeólito Li-X, fornecendo 93% O₂ à cabeceira), as instalações industriais de oxigénio VPSA para a produção de aço (sistemas de 30.000 Nm³/h que alimentam fornos de arco elétrico) e os geradores de azoto PSA que fornecem gás inerte de cobertura a fábricas de produtos químicos e linhas de embalagem de alimentos. A purificação de hidrogénio através de PSA adopta a abordagem oposta - as impurezas são adsorvidas enquanto as pequenas moléculas de H₂ de movimento rápido passam, produzindo hidrogénio puro 99,999% a partir do gás de escape do reformador.
O melhoramento do biogás é essencialmente o mesmo processo físico aplicado a uma alimentação diferente: O CO₂ é adsorvido no zeólito enquanto o metano passa, concentrando o CH₄ em biometano de qualidade de gasoduto com uma pureza superior a 97%.
Desidratação e Purificação - Manter os Fluxos Industriais Secos e Limpos
O vapor de água num fluxo de gás não é um incómodo menor - num gasoduto de gás natural, forma hidratos sólidos que bloqueiam o fluxo. Num sistema de refrigeração, hidrolisa-se em ácido clorídrico ou hidrofluorídrico que corrói os componentes internos do compressor. Numa unidade criogénica de separação de ar, congela a -180°C e obstrui as passagens do permutador de calor.
A desidratação por adsorção responde a todas as três. Os processadores de gás natural utilizam unidades TSA preenchidas com peneira molecular 4A para atingir as especificações do ponto de orvalho da tubagem de -21°C ou menos. Os fabricantes de refrigerantes incorporam o crivo molecular 3A (série XH) diretamente no filtro secador para eliminar a humidade residual antes que esta possa reagir. E todas as grandes ASU criogénicas colocam uma unidade de pré-purificação TSA a montante - normalmente carregada com alumina activada (para remoção de água a granel) e peneira molecular da série 13X ou JLPM (para remoção de CO₂ abaixo de 0,1 ppm) - porque os cristais de gelo e o CO₂ congelado a temperaturas criogénicas destruiriam a coluna de destilação.
O que o vapor de água faz ao seu sistema
- Conduta: hidratos sólidos bloqueiam o fluxo
- Refrigerante: O ácido HCl/HF corrói o compressor
- ASU criogénica: permutador de calor com tampões de gelo a -180°C
Fronteiras emergentes - Captura de carbono, SAF e secagem de baterias
A adsorção não é apenas uma ferramenta industrial antiga. A captura de CO₂ pós-combustão usando VPSA com zeólito 13X está sendo implantada em escala piloto e de demonstração, com consumo de energia na faixa de 0,3-0,6 GJ por tonelada de CO₂ capturado. Na produção de combustível de aviação sustentável (SAF), os catalisadores à base de peneira molecular permitem a etapa de isomerização que dá ao querosene sintético as propriedades de fluxo a frio necessárias para a operação em alta altitude. E no fabrico de baterias de iões de lítio, as peneiras moleculares especiais secam os solventes orgânicos do eletrólito até menos de 10 ppm de humidade - uma especificação que determina diretamente a longevidade da célula, uma vez que qualquer água residual reage com o eletrólito para formar ácido HF que degrada o material do cátodo.
Estas aplicações partilham uma linha comum: à medida que as especificações de pureza se tornam mais rigorosas e os regulamentos ambientais se tornam mais rígidos, os processos de adsorção passam de "uma de várias opções" para "a única opção que cumpre as especificações".
06Factores-chave que afectam o desempenho do processo de adsorção
Selecionar o processo e o adsorvente corretos é necessário, mas não suficiente. Cinco factores operacionais determinam se o sistema cumpre a sua promessa de conceção.
Temperatura. A adsorção é exotérmica - a temperatura do leito aumenta 10-30°C durante a fase de carga. Uma vez que a capacidade de adsorção diminui com o aumento da temperatura, este efeito de auto-aquecimento funciona contra si. A gestão da temperatura do leito através do arrefecimento entre fases ou do ajuste do tempo do ciclo é essencial, especialmente em sistemas PSA em que o ciclo rápido pode acumular calor.
Pressão. A uma pressão parcial mais elevada, mais moléculas ocupam a superfície do adsorvente - este é o princípio de Le Chatelier a funcionar na interface sólido-gás. O PSA explora este princípio diretamente, mas é um problema duplo: qualquer queda de pressão inesperada na linha de alimentação reduz a capacidade de trabalho e pode deslocar a zona de transferência de massa para a frente, provocando uma rutura prematura.
Concorrência de humidade. A água é a molécula mais polar normalmente encontrada em fluxos de gases industriais. Ela compete agressivamente pelos locais de adsorção - muitas vezes deslocando completamente o adsorvato alvo. A defesa padrão é uma camada protetora de alumina ativada ou uma peneira molecular de menor custo na entrada do leito, sacrificando-se para capturar a água antes que ela atinja a camada adsorvente de trabalho.
Qualidade da regeneração. Esta é a variável de desempenho mais negligenciada. Um leito de adsorvente que é regenerado apenas 90% não fornece 90% da sua capacidade projectada no ciclo seguinte - os compostos de carga residual acumulados e a capacidade de trabalho efectiva podem degradar-se em 20-30% no espaço de semanas. O sintoma é uma curva de rutura que se desloca progressivamente mais cedo em cada ciclo. A solução é simples mas exigente em termos operacionais: verificar se a temperatura de regeneração (para TSA) ou o nível de vácuo (para VPSA) atinge efetivamente as especificações na saída do leito e não apenas na descarga do aquecedor ou da bomba.
A armadilha de regeneração 90%
Qualidade do adsorvente. A consistência do tamanho dos poros ao longo de um lote, a resistência ao esmagamento sob tensão térmica e mecânica cíclica e a rastreabilidade das matérias-primas utilizadas afectam diretamente a vida útil do leito. Em aplicações críticas, os operadores retêm amostras de cada lote de adsorvente para uma rastreabilidade de vários anos - uma prática que torna possível correlacionar a degradação prematura do desempenho com um lote de fabrico específico e não com um erro de funcionamento.
Estas não são variáveis teóricas. São elas que determinam se um sistema de adsorção proporciona 5 anos ou 15 anos de desempenho fiável.
Referências
- Sociedade Internacional de Adsorção. "O que é a Adsorção?" https://www.int-ads-soc.org/what-is-adsorption/
- Enciclopédia de Engenharia Química da Universidade do Michigan. "Adsorventes". https://encyclopedia.che.engin.umich.edu/Adsorbers/
- Tópicos de ScienceDirect. "Operação de Adsorção". https://www.sciencedirect.com/topics/engineering/adsorption-operation
- Ruthven, D.M. Princípios de Adsorção e Processos de Adsorção. Wiley, 1984.
- Jalon Zeolite. "Produtos - Peneiras Moleculares". https://www.jalonzeolite.com/products/
- Jalon Zeolite. Página inicial. https://www.jalonzeolite.com/








