Исследование удаления CO₂ из природного газа: технический выбор между амином, мембраной и адсорбцией (PSA и TSA)
В сложном ландшафте промышленной энергетики переход от сырых углеводородов, добываемых в скважинах, к сырьевым продуктам трубопроводного или криогенного качества требует особой точности. Сырой природный газ редко пригоден для немедленной транспортировки или сжижения. Наряду с водяным паром и более тяжелыми углеводородами он содержит большое количество кислых газов, в первую очередь диоксида углерода (CO₂) и сероводорода (H₂S). Определение оптимальной методики извлечения CO₂ - это не просто вопрос химических предпочтений; это экономическое решение с высокими ставками, продиктованное капитальными затратами (CAPEX), эксплуатационными расходами (OPEX), ограниченностью пространства и абсолютными физическими ограничениями оборудования для последующей переработки.
В этом всеобъемлющем техническом руководстве рассматриваются строгие инженерные предпосылки декарбонизации и дается объективная, глубоко аналитическая оценка основных технологических путей: Поглощение аминов, полимерные мембраны и передовые методы адсорбции твердых веществ с использованием адсорбции в режиме качания давления (PSA) и адсорбции в режиме качания температуры (TSA). Преодолевая разрыв между теоретической термодинамикой и реальной эксплуатацией установок, мы создаем окончательную основу для выбора правильной архитектуры газоочистки.
Инженерные предпосылки: характеристики CO₂ при переработке природного газа
Необходимость извлечения диоксида углерода из природного газа обусловлена двумя различными уровнями промышленных требований. Понимание разительного контраста между этими двумя целями является основополагающим шагом при разработке технологического процесса, поскольку требуемая глубина извлечения полностью определяет выбор технологии.
Первый уровень состоит из стандартных спецификаций трубопроводов. Для ввода природного газа в национальные или международные сети газоснабжения регулирующие органы и операторы среднего бизнеса обычно устанавливают предел допустимого содержания CO₂ в диапазоне от 2% до 4% по объему. Это требование существует главным образом для поддержания минимальной теплотворной способности (BTU) продаваемого газа и для смягчения серьезных инфраструктурных повреждений. Когда углекислый газ растворяется в присутствии свободной воды, он образует углекислоту (H₂CO₃). Это явление, известное в промышленности как "сладкая коррозия", быстро разрушает трубопроводы из углеродистой стали, вызывая агрессивную точечную коррозию и равномерное истончение стенок. На тысячах миль трубопроводной инфраструктуры "сладкая коррозия" может привести к катастрофическим разрушениям трубопроводов, экологическим угрозам, а также к астрономическим затратам на амортизацию и замену.
Второй уровень гораздо более суров: криогенные процессы и производство сжиженного природного газа (СПГ). Когда природный газ перерабатывается для глубокого извлечения газовых жидкостей (NGLs), извлечения гелия или сжижения СПГ на базовом уровне, температура газового потока резко снижается. В установке СПГ температура опускается примерно до -161°C (-260°F). При таких экстремальных криогенных температурах происходит опасный термодинамический фазовый переход. Следовые количества углекислого газа не сжижаются; вместо этого они подвергаются десублимации - переходят из газообразного состояния в твердое.
Если концентрация CO₂ в криогенной установке превышает 50 частей на миллион (ppm), из газового потока выпадают твердые кристаллы сухого льда. Эти твердые частицы быстро накапливаются в сложных микроканальных ребрах паяных алюминиевых теплообменников (BAHX), расположенных в холодильной камере. По мере сужения проходов перепад давления (падение давления) на теплообменнике возрастает в геометрической прогрессии. В конечном итоге это приводит к полной физической блокировке, что вынуждает к аварийной, незапланированной остановке установки. Размораживание криогенного холодильного шкафа для устранения закупорки сухим льдом приводит к потерям миллионов долларов, поэтому строгое соблюдение спецификации < 50 ppm CO₂ является абсолютным вопросом выживания производства.
Необходимые протоколы предварительной обработки перед улавливанием углерода
Прежде чем газовый поток попадет в блок первичной декарбонизации - будь то аминный контактор, мембранный блок или слой молекулярных сит, - он должен пройти тщательную физическую подготовку. Отказ системы удаления CO₂ редко бывает связан с отказом самой технологии; скорее, он почти всегда вызван неадекватной работой предшествующей установки. переработка природного газа что позволяет жидкости загрязнять чувствительные активные среды.
Выбивные барабаны и коалесцирующие фильтры для удаления жидкости
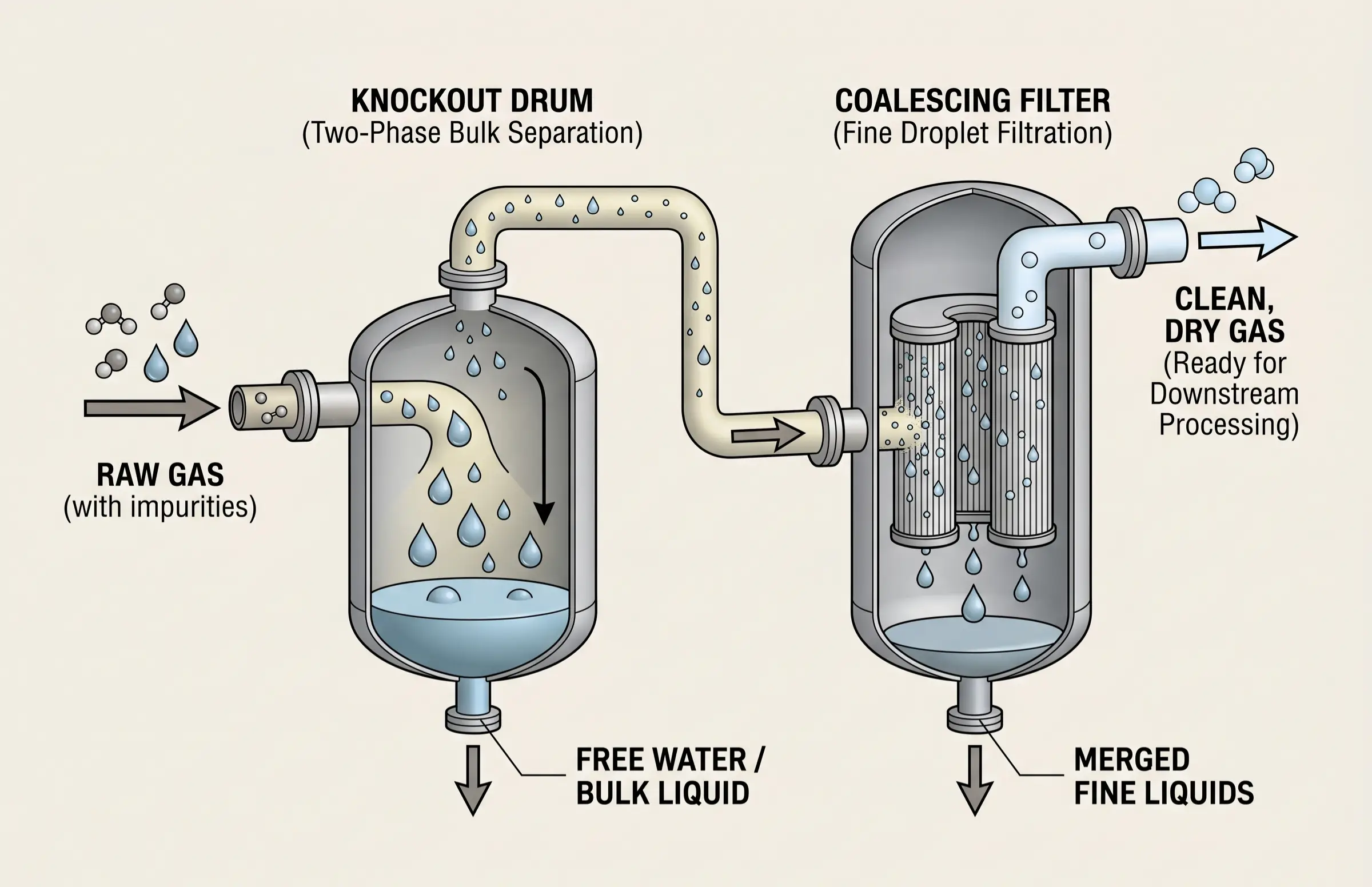
Решающей первой линией обороны на любом газовом заводе является оборудование для сепарации на входе. Сырой природный газ поступает на установку с многофазной смесью свободной воды, жидких углеводородных конденсатов, смазочных масел для компрессоров и жидкостей для интенсификации бурения скважин. Если эти жидкости попадают в блок удаления CO₂, последствия могут быть катастрофическими.
В барабанах с выбивающими отверстиями на входе (двухфазные или трехфазные сепараторы) для удаления объемных жидкостей используются сила тяжести, перегородки и центробежные силы. После разделения сыпучих материалов устанавливаются коалесцирующие фильтры для улавливания капель аэрозолей микронного и субмикронного размера. В системе с амином унос жидких углеводородов резко снижает поверхностное натяжение растворителя, вызывая бурное вспенивание амина. Для полимерных мембран тяжелые углеводородные жидкости покрывают поверхность мембраны, постоянно засоряя микроскопические поры и замутняя разделительный модуль. Поэтому надежное перехватывание жидкости является обязательным физическим условием для защиты активов, находящихся на стадии переработки.
Контроль температуры для предотвращения гидратообразования
Помимо удаления жидкости, для обеспечения потока требуется строгое терморегулирование. При работе с природным газом часто происходят значительные перепады давления, особенно через регулирующие клапаны и дроссели. Согласно эффекту Джоуля-Томсона, резкое снижение давления газа приводит к соответствующему падению его температуры. Если температура падает ниже точки образования гидратов в присутствии влаги, молекулы воды и легких углеводородов (таких как метан и этан) физически соединяются, образуя твердые, похожие на лед кристаллические структуры, известные как газовые гидраты.
Газовые гидраты могут образовываться при температурах, значительно превышающих обычную температуру замерзания воды, полностью закупоривая трубопроводы, клапаны и контрольно-измерительные приборы. Чтобы противостоять этому, перед технологическими установками устанавливаются входные нагреватели, такие как нагреватели водяной бани или нагреватели прямого нагрева. Поддерживая температуру подаваемого газа на безопасном уровне (обычно на 10-20°F) выше расчетной кривой гидратообразования, инженеры предотвращают замерзание трубопроводов и обеспечивают стабильный и бесперебойный поток в установку улавливания углерода.
Количественная оценка технологий удаления первичного CO₂
Инженеры-технологи должны ориентироваться в сложной матрице операционных переменных при выборе подходящего маршрута декарбонизации. Универсального решения не существует; оптимальный выбор во многом зависит от состава исходного газа, целевой чистоты, наличия недвижимости и доступа к коммуникациям. Ниже приведена матрица количественных оценок, суммирующая границы производительности трех основных технологий.
| Параметр процесса | Химическая абсорбция (амины) | Полимерная мембрана | Адсорбция твердых частиц (TSA/молекулярное сито) |
|---|---|---|---|
| Предельный уровень содержания CO₂ | < 50 ppm (с аминами) | ~2% (Pipeline Spec) | < 1 ppm (глубокая криогенная полировка) |
| Площадь оборудования | Очень большие (башни, ребойлеры, насосы) | Компактность и модульность | Умеренные (многоместные салазки, обогреватели) |
| Потери углеводородов (проскок метана) | Очень низкий (< 1%) | Высокая (может превышать 5-10% без многоступенчатой системы) | Крайне низкий (селективное исключение пор) |
| Операционные расходы (OPEX) | Высокий (работа с термическим ребойлером, подпитка растворителями) | Низкий (зависит от парциального перепада давления) | От умеренного до высокого (газовое отопление с тепловой регенерацией) |
Системы обработки аминовых газов для тяжелых условий эксплуатации
На протяжении десятилетий стандартной рабочей лошадкой для удаления кислых газов в нефтехимической промышленности была система аминной газоочистки. Работающие по принципу обратимой химической абсорбции, эти системы предназначены для переработки огромных объемов природного газа, агрессивного удаления диоксида углерода и сероводорода в соответствии со строгими техническими требованиями.
Динамика химического поглощения и выбор растворителя
Операционный успех подслащивание природного газа навалом полностью зависит от выбора правильного алканоламинового растворителя. Основной механизм заключается в том, что кислый газ проходит вверх через абсорбционную колонну высокого давления и низкой температуры, вступая в тесный противоточный контакт с нисходящим потоком раствора обедненного амина. Амин вступает в химическую реакцию с кислым CO₂, образуя слабую растворимую соль, тем самым подслащивая верхний газ.
В промышленности используется целый спектр растворителей в зависимости от целей разделения. Первичные амины, такие как моноэтаноламин (MEA), обладают высокой реакционной способностью и агрессивно удаляют почти все кислые газы, однако они требуют огромной тепловой энергии для разрыва химических связей при регенерации и сильно подвержены деградации. Вторичные амины, такие как диэтаноламин (ДЭА), занимают среднее положение по реактивности и энергопотреблению. Третичные амины, в частности метилдиэтаноламин (MDEA), действуют по более медленному механизму гидратации, катализируемому основаниями, что позволяет им избирательно поглощать H₂S, пропуская при этом часть CO₂. Для глубокой предварительной обработки СПГ, требующей содержания CO₂ < 50 ppm, инженеры часто обращаются к "формулированным аминам" - запатентованным смесям MDEA со специальными пиперазиновыми активаторами, которые значительно ускоряют кинетику поглощения CO₂ при минимизации требуемой скорости циркуляции.
Эксплуатационные проблемы, связанные с разложением растворителя и пенообразованием
Несмотря на свою повсеместную распространенность, аминные системы печально известны своим темпераментом и требуют постоянной оперативной бдительности. Наиболее серьезным и дорогостоящим сбоем в работе является вспенивание аминов. Когда жидкие углеводороды, химикаты для обработки скважин или микроскопические взвешенные частицы попадают в контактор, они изменяют поверхностное натяжение раствора амина. Вместо того чтобы плавно течь по лоткам колонн, амин вспенивается в густую пену. Эта пена бурно расширяется, заливая колонну и вынося нерегенерированный растворитель прямо из верхней части колонны вместе со сладким газом - явление, известное как массивный унос жидкости.
Вспенивание мгновенно разрушает эффективность разделения, в результате чего образуется газ, не соответствующий требованиям, который необходимо сжигать на факелах. Кроме того, это приводит к физической потере дорогостоящего растворителя. Даже в отсутствие пенообразования амины подвергаются постоянной термической деградации под воздействием высоких температур в ребойлере и химической деградации в результате необратимых реакций с кислородом или органическими кислотами с образованием термостабильных солей (ТСС). Постоянное требование вводить дорогостоящие средства против вспенивания и постоянно покупать растворитель для подпитки представляет собой значительное, неизбежное бремя операционных расходов в течение всего срока службы установки.
Полимерная мембранная сепарация для объектов с ограниченным пространством
Когда инженерные ограничения не позволяют строить массивные абсорбционные башни, большие запасы растворителей и сложные системы перекачки жидкостей, полимерное мембранное разделение становится главной технологической альтернативой. В отличие от аминов, мембраны не содержат движущихся частей, опасных химических растворителей и фазовых переходов, представляя собой чисто физический процесс разделения.
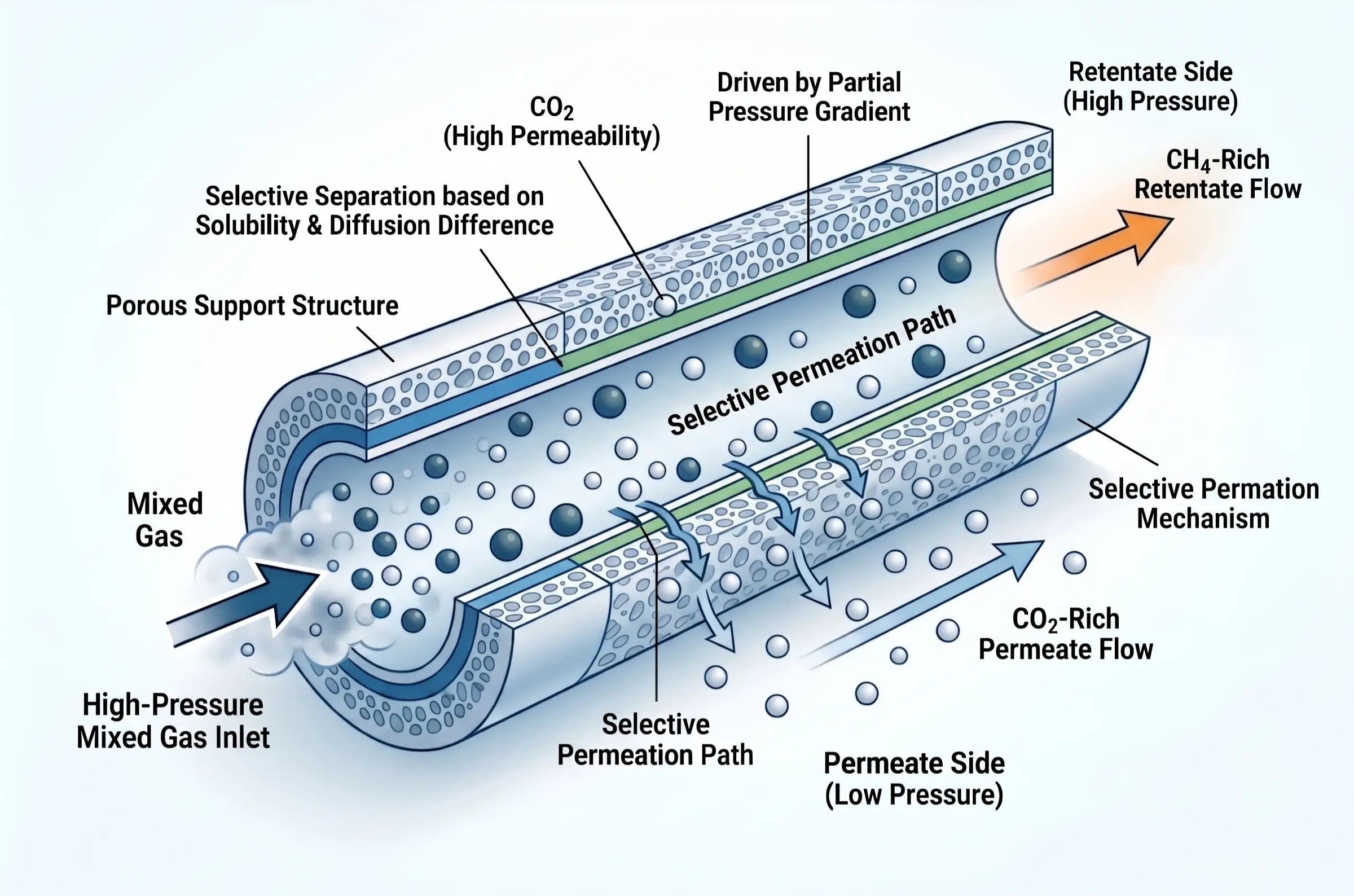
Как проницаемость и селективность определяют разделение газов
Основополагающей движущей силой полимерного мембранного разделения является разность парциальных давлений через мембранный барьер. Сырой природный газ под высоким давлением подается на одну сторону полого волокна или спирально намотанного мембранного модуля. Материал мембраны разрабатывается на молекулярном уровне, чтобы использовать различные скорости проникновения различных молекул газа.
Разделение регулируется сочетанием растворимости (насколько легко газ растворяется в полимерной матрице) и диффузионной способности (насколько быстро молекула проходит через полимерные цепи). Диоксид углерода - очень "быстрый" газ; он меньше и значительно лучше растворяется в типичных полимерах, чем метан. Следовательно, CO₂ быстро проникает через стенки мембраны и собирается при более низком давлении на стороне пермеата, в то время как более медленные и крупные молекулы метана остаются под высоким давлением на стороне ретентата. Поскольку движущей силой является давление, данная технология применяется в морских условиях с высоким давлением, подводных соединениях и удаленных устьях скважин, где установка массивной тепловой электростанции для регенерации амина физически невозможна или экономически невыгодна.
Преодоление угрозы пластификации полимеров
Основным узким местом, ограничивающим применение мембран в высокоагрессивных газовых потоках, является явление пластификации мембран. Полимерные структуры чувствительны к высококонденсируемым газам. Когда мембрана подвергается воздействию природного газа, содержащего исключительно высокие концентрации CO₂ (обычно > 10%) или тяжелых ароматических углеводородов (BTEX), эти молекулы глубоко растворяются в полимерной матрице.
Такое глубокое растворение приводит к физическому набуханию и расслаблению полимерных цепей, эффективно размягчая мембрану. По мере пластификации полимера микроскопический свободный объем внутри матрицы расширяется, разрушая тщательно продуманную селективность мембраны. Когда молекулярные ворота широко открыты, ценный метан легко просачивается через мембрану вместе с CO₂. Этот избыточный проскок метана не только представляет собой катастрофическую потерю товарной продукции и доходов, но и создает поток отходов с высоким содержанием углерода, что затрудняет соблюдение норм выбросов. Чтобы смягчить эту проблему, инженерам часто приходится применять надежное предварительное охлаждение для удаления ароматических веществ или использовать современные жесткие стеклообразные полимеры, которые противостоят пластификации ценой снижения общей проницаемости.
Адсорбционный водораздел: PSA для RNG против TSA для криогенной полировки
В то время как аминные и мембранные системы выполняют подавляющее большинство операций по декарбонизации сыпучих материалов, граница предельной точности - специализированная область переработки сильно загрязненных биогазов - принадлежит технологиям адсорбции твердых веществ. Используя высокотехнологичные пористые алюмосиликатные кристаллические структуры, известные как молекулярные сита, адсорбция создает физический водораздел, регулируемый циклами давления и температуры.
Адсорбция под давлением (PSA) для биогаза и сжиженного природного газа
В быстро развивающемся секторе переработки возобновляемого природного газа (RNG) и биогаза исходный газ обычно работает при температуре, близкой к амбиентной, и более низком давлении, но содержит огромные объемные концентрации CO₂ (часто от 30% до 50%). В этом случае адсорбция в режиме качания давления (PSA) служит идеальным механизмом удаления объемного газа. Принцип действия PSA заключается в том, что газы сильно адсорбируются на твердых поверхностях под высоким давлением и быстро десорбируются (высвобождаются) при снижении давления до уровня, близкого к атмосферному или вакууму.
Циклически перемещая несколько емкостей, заполненных специализированными адсорбентами, через последовательные фазы адсорбции под высоким давлением, разгерметизации, продувки под низким давлением и повторной разгерметизации, установка PSA непрерывно выделяет биометан высокой чистоты. Поскольку энергия адсорбционного связывания CO₂ в сыпучих средах может быть преодолена простым изменением давления, PSA полностью обходит огромные потребности в тепловой энергии аминного ребойлера, что делает его исключительно экономичным для децентрализованных биогазовых установок.
Адсорбция с изменением температуры (TSA) для предварительной обработки СПГ и ШФЛУ
Однако, когда задача переходит от удаления сыпучих материалов к глубокой криогенной полировке, PSA оказывается физически недостаточным. На заводах СПГ и глубокой регенерации ШФЛУ с базовой нагрузкой газ, выходящий из установки амина, обычно содержит от 50 до 500 ppm CO₂ и полностью насыщен водой. Чтобы обеспечить абсолютное выживание расположенного ниже по течению холодильного бокса BAHX, необходимо снизить содержание H₂O до < 0,1 ppm, а CO₂ строго отполировать до < 50 ppm. При таких следовых концентрациях парциальное давление CO₂ настолько мало, что простой перепад давления не может эффективно вытеснить прочно связанные молекулы из пор адсорбента. В системе должна использоваться адсорбция с изменением температуры (TSA).
В конфигурации TSA слой молекулярного сита адсорбирует микропримеси до тех пор, пока не достигнет насыщения. Для регенерации слоя через сосуд пропускается поток ультрасухого нагретого регенерационного газа (обычно сжигаемого до температуры 260-290°C). Эта интенсивная тепловая энергия разрушает сильные электростатические связи, удерживающие полярные молекулы воды и квадрупольные молекулы CO₂ в ситовом каркасе, тщательно очищая слой для следующего цикла.
Преимущество Jalon Engineering: Обеспечение криогенной безопасности
Экстремальные тепловые нагрузки, воздействующие на молекулярные сита в процессе регенерации TSA, представляют собой идеальный полигон для испытания адсорбентов на прочность. Некачественные материалы быстро подвергаются гидротермальной деградации, теряя активную площадь поверхности, а повторяющиеся тепловые расширения и сжатия приводят к физическому разрушению сит - катастрофическому разрушению, известному как "пыление". Запыление приводит к резкому падению давления, засорению сажевых фильтров и повреждению крыльчатки компрессора.
Обладая более чем 28-летним опытом в области синтетических цеолитов, компания Jalon Серия 13X и запатентованная серия JLPM специально разработаны для работы в условиях глубокого криогенного разделения воздуха и предварительной обработки СПГ.
- Крепость стабильности: Используя передовую автоматизированную производственную линию DCS (Distributed Control System) с годовой производительностью 68 000 тонн молекулярного сита, Jalon полностью исключает разброс показателей от партии к партии, характерный для стандартных адсорбентов. Операторам завода гарантируется точная, предсказуемая динамическая рабочая емкость при любой загрузке судна.
- Бескомпромиссная механическая целостность: Процесс производства Jalon тщательно контролирует оптимизацию неорганических связующих и кинетику кристаллизации, что позволяет получить молекулярное сито с гораздо более высокими характеристиками. Сокрушительная сила. Такая физическая прочность напрямую противостоит механическому истиранию и запылению, гарантируя, что даже в условиях жесткой термодинамической цикличности операций TSA носитель сохранит свою структурную целостность, защищая ваши криогенные активы и минимизируя операционные расходы в течение длительного многолетнего срока службы.
Стандартизированные сценарии для технологий удаления CO₂
Выбор оптимального пути декарбонизации в конечном итоге требует согласования конкретных производственных ограничений с правильной технологической основой. Основываясь на десятилетиях инженерных данных по технологическим процессам, мы стандартизировали выбор технологии в четыре определенных сценария работы.
Химическая абсорбция (амины)
Золотой стандарт отрасли для подслащивания природного газа в тяжелых условиях.
- Идеальный поток: > 100 MMSCFD
- CO₂ Диапазон: От умеренного до высокого
- Ключевое преимущество: Большая пропускная способность при проскоке метана < 1%.
Полимерная мембрана
Модуль чисто физической сепарации, предназначенный для работы в сложных морских условиях.
- Идеальный поток: Переменный (модульный)
- Ограничение: Жесткие ограничения по весу/палубному пространству
- Ключевое преимущество: Отсутствие движущихся частей, не требуются химические растворители.
Адсорбция с поворотом давления (PSA)
Высокоэкономичное удаление сыпучих материалов без использования массивной тепловой энергии.
- Идеальный поток: < 50 MMSCFD
- CO₂ Диапазон: Ультравысокий (20% - 50%)
- Ключевое преимущество: Автоциклирование, низкие эксплуатационные расходы, идеальное решение для переработки биогаза.
Адсорбция с изменением температуры (TSA)
Максимальная защита с использованием молекулярных сит для глубокого удаления следов.
- Целевая спецификация: < 50 ppm CO₂ (крио-класс)
- Медиа: Высокоэффективный цеолит 13X
- Ключевое преимущество: Абсолютная защита паяных алюминиевых теплообменников, расположенных ниже по потоку.
При больших расходах (> 100 MMSCFD), когда концентрация CO₂ умеренная или высокая, химическая абсорбция с помощью аминов остается бесспорным чемпионом в тяжелом весе, при условии, что установка может вместить массивную физическую площадь и требования к тепловому оборудованию. Если тот же газовый поток находится на морской установке FPSO, где пространство палубы и весовая нагрузка сильно ограничены, победу одерживают полимерные мембраны, хотя операторам приходится мириться с экономическим штрафом в виде повышенного проскальзывания метана.
При работе со сверхвысокими концентрациями CO₂ (от 20% до 70%), характерными для попутного газа, добываемого методом увеличения нефтеотдачи (EOR), для разделения сыпучих материалов часто требуется криогенная дистилляция (например, технология CFZ), использующая фазовую оболочку для вымораживания или сжижения CO₂ во фракционаторе перед полировкой.
В конечном счете, цикл принятия решения замыкается на пороге криогенной техники. Независимо от того, аминовая установка или мембранный блок выполняют тяжелую работу по удалению сыпучих материалов, бескомпромиссная физика сжижения диктует, что установка адсорбции с изменением температуры (TSA), оснащенная высокоэластичными 13X или специализированными молекулярными ситами, должна стоять на страже в качестве последнего барьера. Понимая эти термодинамические границы и тщательно оценивая капитальные и операционные затраты, а также механическую прочность выбранных сред, инженеры могут построить устойчивую газоперерабатывающую установку, способную удовлетворить жесткие требования мирового энергетического рынка.








